歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


介紹
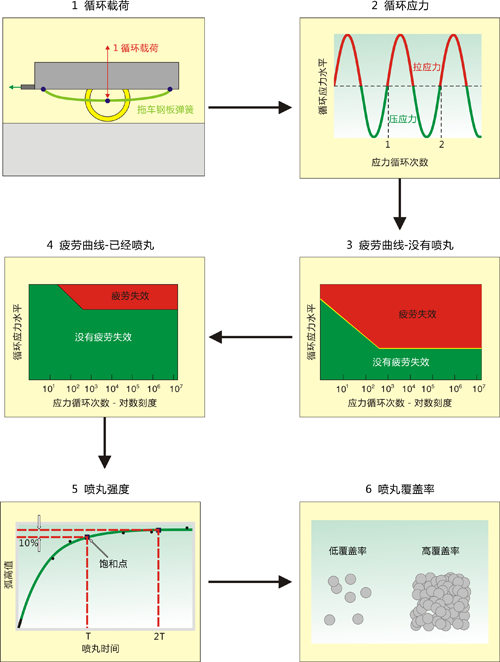
噴丸是一個非常重要的金屬零件的加工工藝,可以有效地提高零件的疲勞壽命。當今社會的關于噴丸的信息量非常豐富,但有時可能紛擾人們的視線,“一葉障目,不見泰山”,這句諺語的意思就是如果太注意細枝末節的話,可能就把握不住大的方向。本篇文章主要以六個要素的方式來解釋圖1的內容。
1.零件,比如拖車鋼板彈簧,在工作時承受循環載荷的作用。
2.循環載荷導致了相應的循環應力。
3.如果應力足夠大、循環周期足夠多的話,循環應力可導致疲勞失效。裂紋增長時零件的應力一定是拉應力。
4.通過噴丸可以有效地減少疲勞失效的影響。
5.噴丸在零件表面引入了一層“神奇的皮膚”,具有壓應力、冷作硬化的功效。該“皮膚”的厚度取決于噴丸強度。
6.覆蓋率是噴丸在零件表面作用的一個參數。覆蓋率是零件表面凹坑的面積與零件表面面積的比值。
噴丸工藝是否合適是幾個要素共同決定的,可以從圖2上進行概述。
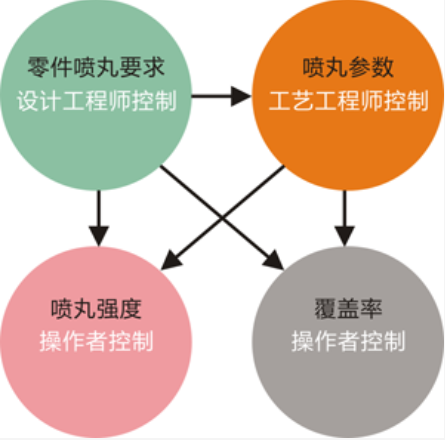
一般來說,客戶負責制定噴丸的要求-強度和覆蓋率等,該噴丸要求是由設計和工藝專家制定的。噴丸公司的操作者負責把噴丸強度和覆蓋率達到客戶要求的水平。
1 循環載荷
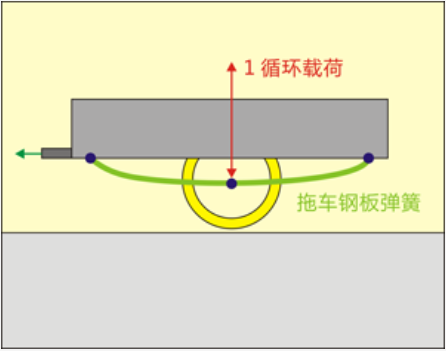
大多數的零件都要承受循環載荷的作用,特別是應用在汽車和航空領域的零部件。載荷有如下四個比較顯著的特征:
1.頻率;
2.變化性;
3.載荷的大小;
4.載荷的類型
1.頻率
在壓簧和板彈簧中有時有很明顯的載荷,但有時其循環載荷與航空零部件(在飛行中壓力和拉力載荷交替變化)相比沒有那么明顯。在同一時間段里,彈簧可能要承載萬億次的循環載荷,然而航空零部件(比如起落架,等等)可能只承載幾千次的循環載荷。載荷的頻率因此相差非常大,對設計來講是一個需考慮的因素。有些零件的設計必須要考率到使用萬億次的循環載荷,然而其它零件的設計可能只需考慮幾千次的循環載荷。
2.變化性
同一個零件所承受的載荷可以變化非常大。例如一個空載的卡車與一個滿載的卡車相比其承受的循環應力更低,一個拖車在平坦的柏油路上與在坑洼的山路上相比所需牽引力更低,飛機進行緊急降落與正常降落相比起落架承受的載荷更高。零件的設計和噴丸工藝的制定均需要充分考慮載荷的變化性。
3.載荷的大小
載荷的大小決定了一個零件在失效之前可以運行多久。更大的載荷可以使零件運行的周期更小。估算循環載荷的大小是一個值得好好研究的課 題。
4.載荷的類型
循環載荷的“黑或白”的極端法則就是“拉-壓”以及“重復的彎曲”。所有的零件所受的各種載荷均有一定的比例。當循環載荷主要是重復的彎曲力時,噴丸的效果最好。
2 循環應力
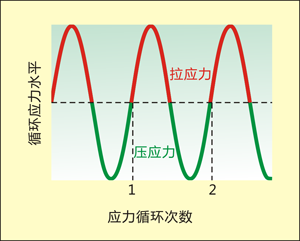
任何零件的循環載荷均可引起相應的循環應力。應力可以如上圖所示一樣在拉應力和壓應力之間交替變化。正是零件的拉應力的作用(上圖中紅色的曲線)導致零件的疲勞失效。
零件上的應力一般是“彈性應力”,因為一旦載荷移除后應力也會消失。對零件施加拉力載荷意味著零件一定會伸展。相反地,對零件施加壓力載荷零件會發生壓縮。零件伸展和壓縮的量稱為“應變”。對于零件的彈性應力,應力和應變是一個線性關系,這個線性關系是力學的基礎,被稱為“胡克定律”(公開發表于1660)。應力與應變的比值是彈性模量,E,同時彈性模量也是材料的一個特性指標。
零件的類型不同,其在服役過程中承受應力循環的次數差異也比較大。零件可以按照預想的應力循環次數的目標(在疲勞失效之前的循環次數)進行設計。在19世紀,在英國的設計引領了一個“維多利亞工程”的熱潮。當時的設計遵循尺寸大因而應力水平低的準則,當時的有些零件在21世紀仍然還在一直工作!當今社會的運輸車輛的現實情況來看,這種過度設計的方法以是不被接受的,因為超重罰金將零件的經濟性降低。
循環應力的一個重要要素就是“應力的擴展”。如果零件有一個凹痕,那么其導出應力會發生擴展。應力擴展的水平取決于凹痕的尖銳程度。這就是為什么對于車軸到法蘭設計成平滑的“轉接”的原因。噴丸的作用就是降低凹痕的應力擴展的作用。
3 疲勞曲線-沒有噴丸
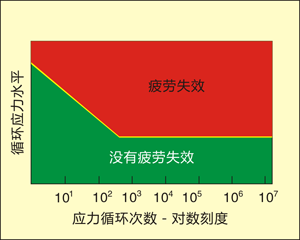
金屬材料本身就具有抵抗循環應力的能力。通常采用疲勞曲線來進行表示。對于鐵素體材料其疲勞曲線的一般形狀如上圖所示。首先可以注意的是,該曲線非常的簡單,僅僅由兩個直線來區分疲勞失效和沒有疲勞失效。這是因為采用了“對數坐標”的方法來顯示應力循環的次數。之所以采用對數坐標,是因為應力循環的次數分布范圍非常的廣,由零件應用的需要,可以分為數十次到數以億次不等。
對于鐵素體材料,隨著應力水平的提高,其失效前的循環次數降低。如果應力水平足夠低,那么疲勞失效永遠也不會發生,該應力就為零件的“疲勞極限”。在上圖中疲勞極限出現在500次應力循環處,但是該數據會隨著零件的材料和測試條件的不同而發生變化。想象一下,如果該鐵素體零件一致在其疲勞極限下進行應力循環,那么當循環到一定次數后疲勞失效就會發生。如果循環應力水平永遠不超出疲勞極限,那么疲勞失效永遠不會發生。
4 疲勞曲線-已經噴丸
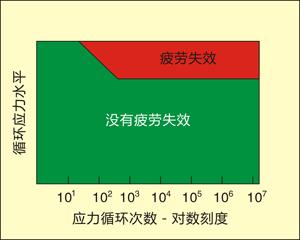
在特定的循環次數,噴丸后的零件的循環應力水平得到了提高。與沒有噴丸的疲勞曲線相比,噴丸后的應力水平有了明顯的提高。
5 噴丸強度
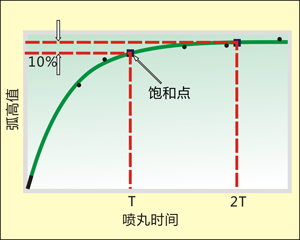
“噴丸強度”是與噴丸后零件的殘余壓應力層深直接相關的量。噴丸強度越高,殘余壓應力的層深以及硬化層的厚度越大。噴丸強度是采用一組標準的鋼材料試片(阿爾門試片),分別噴丸不同時間進而繪制出飽和曲線來計算的。噴丸強度是指當時間增加一倍時,弧高值的增加剛好為10%的那一個點,也叫做飽和點。
丸料在零件表面上擊打出的凹坑受到沖擊角度的影響。想象一下一個機械槍對這一個垂直放置的鋼板進行開火。如果我們把鋼板以一定的角度傾斜放置,那么子彈擊打的效果將會減小。這種現象在戰斗坦克的設計中也會用到。如果阿爾門試片與丸料束流的角度不垂直,那么與垂直相比其噴丸擊打效果也會同樣減小,進而噴丸強度也會減小。
丸料的擊打會造成零件表面的塑性變形,在零件表面產生壓應力硬化層,可以提高零件的疲勞抵抗能力。零件的疲勞裂紋只能在拉應力的環境中進行循環時才能生成和長大。一般外加應力在零件的表面上是最大的,尤其是處于彎曲應力的狀態時。零件表面的殘余壓應力可以減少施加在零件上的拉應力。
殘余壓應力之所以在零件表層發揮有效作用的原因并不都是顯而易見的。作為類比分析,考慮拿一個橡膠套套在一個軸上面,例如套在一個板球板或曲棍球的柄部,那么這個橡膠套是處于拉應力的狀態。試想如果在這個橡膠套的表面劃一個口子,那么由于拉應力的作用這個口子會發生擴展。但是如果這個橡膠套是在壓應力的狀態,那么由于壓應力的作用,這個口子會發生閉合。
噴丸強度可以直接控制殘余壓應力硬化層的厚度。
6 噴丸覆蓋率
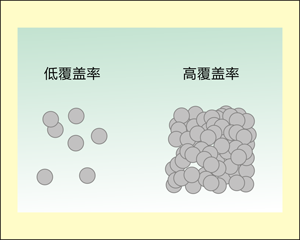
“噴丸覆蓋率”的定義是噴丸后零件表面凹坑的面積與零件的總表面積的比值。如果噴丸的量增加,那么覆蓋率也會相應的增加。噴丸的量比較少,那么覆蓋率較低,噴丸的量比較多,那么覆蓋率會很高,如上圖所示。
為便于對噴丸覆蓋率的理解,可以想象一下對一個目標區域進行連續投擲炸彈。如果一個投擲手拋出了七個炸彈,炸彈發生爆炸后留下了彈坑,如上圖左圖所示。但是很有可能兩個炸彈所產生的彈坑有重疊的區域,同樣如上圖左圖所示。七個彈坑的總面積其實比一個彈坑的7倍要小。當投擲手再拋出七個炸彈,總的彈坑的面積會變大,但是仍然會有彈坑重疊的區域。彈坑的總面積達到一定程度后其增長的速度會越來越慢,這也是“邊際效用遞減規律”的一個例子。請注意哪怕投擲大量炸彈以后仍然可能存在一些很小區域沒有被彈坑覆蓋。
噴丸標準的制定
噴丸標準制定的合適與否取決于客戶或噴丸工藝執行者對于噴丸知識的了解程度。如果噴丸工藝執行者僅為一個人,那么該執行者必須承擔的責任是對噴丸的基本知識都要了解。如果噴丸工藝執行者是一個團隊,包括設計工程師,工藝工程師,電腦專家,在噴丸車間經過培訓的員工,等等。那么零件所包含的復雜性和價值需要合適的噴丸工藝進行支撐。
在本文中羅列出噴丸的幾個基本要素,并結合噴丸標準制定的復雜性進行介紹。以下是噴丸的三大要素:
1. 噴丸丸料
2. 噴丸強度
3. 噴丸覆蓋率
1 噴丸
丸料
目前應用最廣的丸料是鑄鐵丸、鑄鋼丸、鋼絲切割丸、玻璃丸、陶瓷丸和不銹鋼丸。他們都具有以下共同的特征:近球形,高硬度,較好的一致性以及合理的成本。
丸料的選擇通常根據零件的材料來進行選擇。鐵素體鋼鐵材料的零件通常用鑄鐵丸、鑄鋼丸或鈍化后的鋼絲切割丸來進行噴丸,因為以上所述的材料都是鐵素體。如果對不銹鋼的零件使用鐵素體的丸料進行噴丸,零件將會有電化學腐蝕的危險。不同的金屬和合金的電極電位不同,當兩種或兩種以上的金屬一起接觸時,那么一種金屬將會是陰極,另外一種金屬將會是陽極。鋁合金金屬零件的硬度較小,通常需要玻璃丸或陶瓷丸進行噴丸,同時也可以避免發生電化學腐蝕的問題。
對于丸料的質量和尺寸的過程控制有嚴格的規范進行規定。使用中的丸料由于不斷地發生撞擊而導致磨損和形狀發生改變,丸料狀態會發生惡化的現象。噴丸后零件的殘余應力與丸料的尺寸有直接的聯系,因此需要在設備上安裝振動篩來控制丸料的尺寸。丸料直徑的尺寸范圍為0.2mm~3.4mm,大多數情況下噴丸丸料的直徑均在1.0mm以下。
噴丸標準制定者需要決定丸料的尺寸和類型。
2 噴丸強度
噴丸強度的標準制定對于零件來講是至關重要的。需要標準制定者規定噴丸強度上下限,例如0.20~0.26mmA。之所以噴丸強度是一個范圍,是因為噴丸強度很難精確控制到一個值。噴丸強度的最優選擇需要大量的試驗,包括材料的類型,載荷的類型,零件的厚度等等,所以噴丸強度的選擇需要慎重考慮。
丸料束流垂直對零件表面的噴丸強度大于非垂直的情況。噴丸標準制定者經常規定其所需的噴丸強度在制定位置必須進行測試,該位置需安裝角度合適的阿爾門試塊(阿爾門試片固定器)。對于這些指定位置,噴丸束流的強化效果一定要達到。
噴丸后在零件表面形成的“神奇”的殘余壓應力硬化層最高可達1mm的厚度。有相關的圖表描述噴丸強度以及零件材料與殘余壓應力硬化層的厚度的關系。這里給出一個比較粗的公式:殘余壓應力硬化層的厚度是A型噴丸強度的2/3。
對于零件噴丸強度的制定以及優化是非常復雜的,因其受到許多因素的影響。早在1958年,Fuchs建議對于一般的應用情況,噴丸強度0.25~0.35mmA(0.010~0.014英寸A)是合適的。他同時指出零件厚度、零件材料、零件噴丸前的表面狀態(是否存在裂紋和凹痕)等等也是噴丸后零件的疲勞壽命的諸多因素。這說明了噴丸強度的優化工作需要進行全面的考慮,即便是考慮了許多相關的因素,也不一定就能確定該噴丸工藝是否真的就能提高零件的壽命,需要大量的實際試驗進行驗證。
3 噴丸覆蓋率
噴丸標準制定者必須規定零件噴丸的覆蓋率。如果要找出零件的最佳覆蓋率是多少,只能進行大量的試驗,沒有其它更好的方法。目前關于覆蓋率是多少比較合適分為兩個派別,一種派別的觀點是覆蓋率越高越好,由此而產生了一些比較模糊的覆蓋率的要求,比如300%的覆蓋率要求(其實就是“100%”覆蓋率噴丸時間的3倍)。另外一種派別認為大多數應用的最優的覆蓋率不會超過“100%”。
目前大家公認當覆蓋率高于98%以后很難再去測量覆蓋率到底是多少,因此目前一致接受的觀點就是稍微小于100%的覆蓋率被認為是“完全覆蓋率”。
討論與結論


