歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


介紹
目前采用兩個參數來表征噴丸的效果:覆蓋率和噴丸強度。覆蓋率是一個可視化的二維參數,很容易定義(凹坑的面積占總面積的百分比),而且可以直接測試。而噴丸強度是一個不可視的三維參數,很難定義,而且只能間接測試。
噴丸強度的間接測試方法是通過對阿爾門試片采用不同的周期(時間、遍數或速度)進行噴丸,然后繪制飽和曲線而得出的。當阿爾門試片的一面被噴丸后,其會凸向被噴面發生彎曲變形,通過阿爾門測具可以測試其彎曲變形的弧高值h。不同的噴丸時間t得到不同的弧高值,可以繪制噴丸強度曲線(通常稱為“飽和曲線”)。“飽和強度”是飽和曲線上的一個特殊的弧高值,即當時間增加一倍時,弧高值的增加量為10%,如圖1所示。飽和強度用來量化區分不同的飽和曲線的差異,而且已經成為用來衡量噴丸束流能量強弱的行業量化方法。
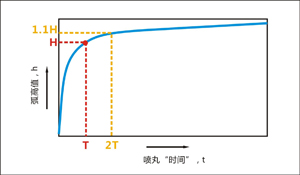
圖1 噴丸強度曲線(“飽和曲線”)
每一個丸粒撞擊所產生的凹痕均會在平行于試片表面方向上產生一定的塑性延伸變形。該塑性延伸變形可以導致阿爾門試片發生δh的彎曲變形。該塑性變形是延伸變形,因此阿爾門試片發生了凸向被噴面的彎曲變形。從這一方面來講,對阿爾門試片的噴丸和噴丸成形非常相似。
測具測試
每一個測試得到的弧高值h均是大量的個體的δh累計而得到的,這和雨量器有相似的特征。圖2顯示了雨量器的測試方法。經過一段時間t的收集,雨水的高度為h,每一個雨滴對高度的貢獻為δh。雨水的高度同樣受到雨滴進入雨量器的速度的影響。因此可得以下公式:
h=r.δh.t (1)
如果r和δh為已知常量,那么式(1)可以寫成:
h=a.t (2)
其中a是常數。(a= r.δh)
公式(2)是一個直線方程。直線方程可以通過測試不同時間t的高度h而獲得,如圖2所示。該測試具有統計變化性,因此僅能作為已知公式的參考。在1805年,勒讓德發明了“最小二乘法”,可以對現有數據進行最佳擬合,使其符合現有的公式。到了計算機時代,工程師們厭倦了采用手動的方法對試驗結果進行最佳擬合。
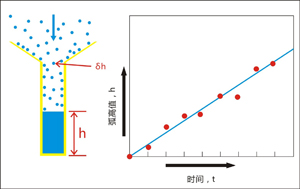
圖2 雨量器的實際數據以及其擬合直線
圖3采用和圖2類似的方法,顯示了阿爾門試片弧高實際值以及其擬合曲線的方法。每一個丸粒撞擊阿爾門試片表面后均會產生微量的塑性變形進而產生δh的阿爾門試片彎曲變形量。圖3右圖顯示了實際值和擬合已知方程的曲線。
圖2和圖3的明顯差異是其擬合曲線的形狀不同。隨著噴丸時間的增加,阿爾門試片彎曲變形δh在不斷減小。
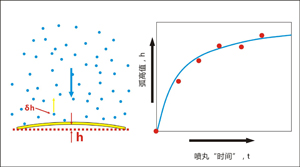
圖3 阿爾門試片弧高值h為眾多單個δh的總和,阿爾門試片的實際數據以及其擬合曲線
隨著噴丸時間的增加,阿爾門試片彎曲變形δh減小
隨著噴丸時間的增加阿爾門試片彎曲變形δh減小的現象決定了噴丸強度曲線的形狀。發生這種現象首先要和表面的塑性變形聯系起來。噴丸后的阿爾門試片表面變形層是由無數個相互重疊的小凹坑組成的。這些變形區域(小凹坑)具有不同程度的冷作硬化效果。隨著噴丸時間的增加,單個的小凹坑逐漸重疊,冷作硬化的效果也逐漸累積。圖4簡明地描述了隨著噴丸時間的增加,其對應的噴丸強度曲線變化的效果。噴丸強度曲線的形狀就好比是表層變形情況的鏡子。最終結果就是表面完全硬化,產生了一個厚度為t的硬化層。該厚度直接受到束流的噴丸強度H的影響。
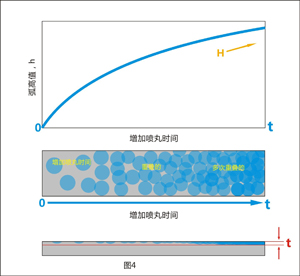
圖4 小凹坑不斷地互相重疊產生了厚度為t的變形層
隨著噴丸的持續進行,表面不斷的硬化,表面的延展性也在降低,所以表面也越來越難以延伸。
隨著噴丸時間的增加,δh減小現象的量化
關于隨著噴丸時間的增加,阿爾門試片的弧高值的增加越來越小的現象可以公式(1)得到量化,由公式(1)可以得出:
希臘字母Σ表示總和-即在0到t的時間段里,每一小時間段dt中δh的總和。在時間t中對阿爾門試片進行噴丸是積分學的一個應用!阿爾門試片的弧高值就是在已知時間段中大量的凹坑作用總和的結果。
任何形狀的曲線都可以用相對應的公式表達出來。對于噴丸強度曲線我們可以用許多的公式來表達。一個“首近似值”的曲線形狀表達公式是雙參數的指數方程,如下式所示:
h= a(1-exp(-b*t)) (4)
其中,a和b是雙參數。
如果我們對方程(4)進行微分,即可以得到小凹坑對阿爾門試片弧高值的貢獻情況:
δh /dt=a*b*exp(-b*t) (5)
方程(5)就是“凹坑貢獻曲線”,也就是說單個的凹坑對阿爾門試片弧高值的貢獻δh隨噴丸時間的變化情況。圖5顯示了基于方程(4)的噴丸強度曲線以及基于方程(5)的對應凹坑貢獻曲線。從圖中可以清楚地看出隨著噴丸時間的增加,額外的噴丸對弧高值增加的貢獻非常迅速地下降到了一個很小的值。
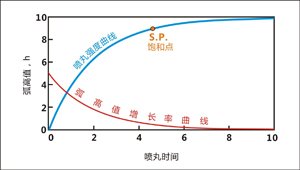
圖5 雙參數的指數噴丸強度曲線,凹坑對弧高值貢獻曲線以及飽和點
表1羅列出了四個大家比較熟悉的公式來擬合噴丸強度曲線,并列出了相對應的微分方程,即凹坑貢獻曲線。
表1 噴丸強度以及凹坑貢獻曲線公式
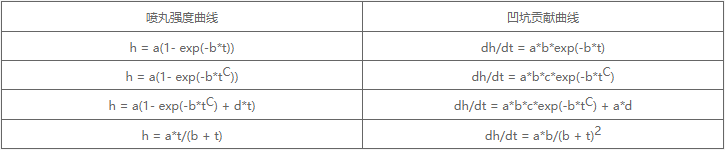
如果我們采用雙參數方程來擬合噴丸強度曲線,那么其中的一個參數b反映了凹坑的生成速率,另一個參數a反映了這些凹坑對于弧高值的貢獻。因為關于凹坑對弧高值的貢獻只有一個參數,因此關于弧高值形成的機械影響因素也只有一個,那就是表面的塑性變形。上述公式也反映出了隨著噴丸時間的增加,凹坑對弧高值的貢獻也在不斷下降。我們都知道,三參數和四參數公式對于飽和曲線的已知形狀的表達會更加準確。額外多的參數可以表示弧高值生成的其它機械因素。
噴丸強度曲線和覆蓋率曲線的對比
考慮到貢獻覆蓋率的凹坑面積相比較于凹坑及其周邊的變形區域面積要小,因此我們可以預計相比較噴丸強度曲線而言,覆蓋率曲線需要更長的時間達到100%。但實際情況恰恰相反,看似與我們的推測是矛盾的。一個真實的例子如圖6所示,當噴丸時間為T時,飽和點即噴丸強度為H。在時間T時,實際的覆蓋率可達到大約99%。在噴丸時間T時的噴丸強度僅僅相當于2T的弧高值的90%,要知道2T的表面變形層幾乎已經達到了最大極限。而2T時的覆蓋率已經到了99.9%。
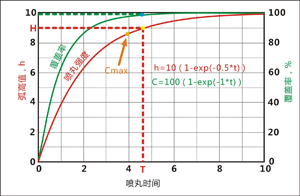
圖6 在相同噴丸束流的條件下,覆蓋率曲線和噴丸強度曲線的對比
解開這個矛盾的重點就是大家要認識到,在一個凹坑中,不同區域的變形程度是有差異的。這種差異的情況在圖7中采用二維圖示的方式進行描述。如圖7(a)所示,在一個凹坑的區域中,僅有一小部分的區域是塑性變形區域!這意味著要耗盡材料的硬化能力,需要不同的凹坑進行重疊。如圖7(b)所示,互相重疊的凹坑已經達到了99.9%的覆蓋率,但是其表面還遠沒有達到完全的硬化效果。
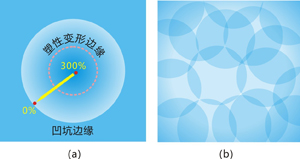
圖7 (a)凹坑區域的塑性變形情況
噴丸強度
噴丸強度是從噴丸強度曲線上得到的一個參數。噴丸強度是噴丸強度曲線上的一個特征點,其對應的弧高值為H。在很長一段時間以內,該特征點和噴丸曲線上的“膝點”緊密的聯系在一起。在過去的50多年中,關于特征點的定義(或規定)在一定程度上有點模糊不清。早期時一般采用手動繪圖的方式畫飽和曲線并通過主觀判斷“膝點”所在位置。在1984年,SAE采用了一種數學的方法來計算噴丸強度以排除主觀因素的影響。在2003年版本中的SAE J443的標準中采用了數學的方法(即“10%法則”),但該方法仍然是模糊不清的。噴丸強度曲線上的“膝點”就是曲線上有著最大曲率的位置。曲率C是曲線半徑r的倒數,可得:
C=1/r (6)
半徑越小,曲率越大。一條直線是沒有曲率的,因為r=∞,那么1/∞=0。圓具有恒定的曲率是因為圓的半徑是恒定的。所有其它的曲線都具有不同的曲率。曲線上的“膝點”可以被定量地定義為曲線上最大曲率的位置。對于噴丸強度曲線這種類型的曲線,其曲率可以由下式進行表達:
C=d2h/d2t/[1+(dh/dt)2] 1.5 (7)
其中,dh/dt和d2h/d2表示該曲線方程的一次和二次微分。
例如,如果h = a(1-exp(-b*t)),那么dh/dt = ab*exp(-b*t),d2h/dt2= -ab2exp(-b*t),則:
C=-ad2exp/(-b*t) /[1+a2b2exp(-2b*t)] 1.5 (8)
曲率最大點出現在當C取得最大絕對值時。之所以用“絕對”值,是因為凸形曲線的曲率是正值,凹形曲線的曲率是負值。獲得C的最大值的一個直接的方法就是在Excel表中輸入公式中的r.h.s,同時輸入a,b以及t的“猜測”值。“求解”功能可以通過改變t值的方法把r.h.s值“最小化”。最小化”方法得出的C的最大值是負值,這是因為曲線(8)是凹向曲線。
如果假設a=10,b=0.5,那么從式(8)中可以得出在最大曲率的位置處,t=3.91時,h=8.59。該點在圖6中顯示為Cmax。可以看出,“傳統”的方法和“數學”的方法得出的膝點比較接近。
曲線擬合的最大優勢就是可以客觀地得出噴丸束流的唯一的、固定的以及定量的噴丸強度值。
數據點以及噴丸強度曲線
噴丸強度曲線是由一組數據得來的。每一個數據點都存在可變性-或者隨機的或者有規則的。如果數據僅僅存在隨機誤差,那么這些數據可以采用曲線擬合的方法進行“平滑”。我們采用一個典型的例子并使用真實的一組數據,如圖8所示。通過數據點可以擬合一條平滑的曲線。通過圖中的表格可以看出當時間t=1時的弧高值比t=0.75時的弧高值要小,這種情況在阿爾門試片試驗時不可避免,可以視為隨機誤差,可以被接受。可以從圖8中看出,沒有任何實際點落入到最佳擬合曲線上。類似地,得出的飽和時間t=0.55以及噴丸強度5.47并不和其它任何真實數據相符。
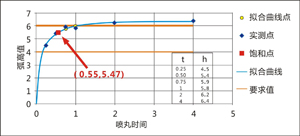
圖8 采用六個數據點(圖中表格處)得出的噴丸強度曲線
對于采用“膝點”的計算噴丸強度的方法,在噴丸強度曲線中需要有兩個數據點在該“膝點”的一前一后。
討論和結論
噴丸強度曲線實際上是阿爾門試片噴丸成形的曲線。材料噴丸后表面的伸長塑性變形引起了凸向的變形,這種變形隨著束流的沖擊力和噴丸時間的增加而增加。束流中的丸粒必然有尺寸、形狀和速度方面存在差異。采用阿爾門試片測量噴丸強度的方法是一種非常有效的、可量化的方法,同時可以把無數丸粒擊打材料表面造成塑性變形的效果通過彎曲變形的方式進行表達。目前該方法已經成為量化束流擊打能力的行業標準。
噴丸強度曲線不是線性的,之前篇章介紹了出現該現象的原因。表面硬化減小了每個丸粒擊打所造成的弧高值的增加,使硬化后的表面更進一步硬化所需的時間比覆蓋率更一步增加的時間要長,這是因為已經變形的區域可以承受更多的塑性變形,雖然其承受能力隨噴丸時間的延長而進一步的下降。這與覆蓋率不同,每一個變形區域都會對覆蓋率的增加有著實打實的貢獻。噴丸后的表面硬化層的深度與束流的噴丸強度成正比。
隨著噴丸時間的增加,單個凹坑對阿爾門試片弧高值的貢獻下降的現象可以由噴丸強度曲線相對應的方程的微分來進行表征。這個機理不僅僅作用在阿爾門試片上,而是作用在所有經受噴丸的材料上。在噴丸過程中,這些機理就在材料表面的硬化層中發生作用。
曲線擬合的方法不可避免地要允許阿爾門試片測量值發生一定的差異。例如圖8所示,如果在時間0.5時的弧高值是5.2(而不是5.4),那么通過計算機曲線模擬得出來的飽和強度是在0.59的時間的5.46弧高值。選擇在0.5時間的5.4弧高值或者選擇在1時間的5.8的弧高值,通過數據點繪制噴丸強度曲線得出的噴丸強度結果可能不一樣。一般來講,通過數據點繪制噴丸強度曲線得出噴丸強度的方法是一個易變化的定量方法(對于任何已經給出的噴丸強度曲線來講),因為得出的最終值受到每個數據點具體時間的影響。
目前計算機曲線擬合計算飽和強度的方法普遍適用,而以前采用手動繪制的方法已經慢慢被淘汰。已知的曲線數據庫可以提供非常有用的參考信息。
噴丸曲線公式可以用來獲得唯一的客觀的噴丸強度測試方法。噴丸強度經常和噴丸強度曲線上的“膝點”聯系起來。目前至少有兩種膝點位置的測試方法-“10%法則”和最大曲率點。但是,和“10%法則”相比,最大曲率點不是特別地被推薦。現在需要在SAE的規范能更清晰地去定義噴丸強度。
一般情況下,Hc用來描述符合當時間增加一倍時,弧高度值增加10%的條件的最小的弧高值。大寫的字母H表示噴丸強度值為唯一的值,下標的C表示Hc代表了飽和曲線的一個位置,而不是一個數據點。對于圖8的例子,Hc的值是5.47。
可以采用其它方法來驗證噴丸強度是否合格。首先通過噴丸強度曲線計算出飽和時間和飽和強度,然后用實際的噴丸時間(遍數或速率)對單個阿爾門試片進行噴丸,得出的結果可以用hD表示。hD表示為符合當時間增加一倍時,弧高度值增加10%的條件的最小的弧高值。之所以用小寫的h是因為得出的實際值不是唯一值,大寫的D表示該值是一個數據點,而不是曲線上的一個點。


