歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


介紹
噴丸是一個基本的金屬零件表面處理工藝。噴丸就是一束高能彈丸流在零件的表面上進行做功的過程。彈丸做功后的結果就是在表面上留下了凹坑。隨著噴丸時間的延長,凹坑越來越多,覆蓋率也越來越大。圖1闡明了覆蓋率增加的過程。隨著噴丸時間的延長,覆蓋率的增長率下降,遵循了“邊際效用遞減規律”。在工程應用上,一個重要的實際需求就是要用比較經濟的時間來達到覆蓋率的要求。隨著覆蓋率的增加,零件表面會產生一個殘余壓應力層。這個殘余壓應力層就是可以提高零件服役壽命的“神奇的皮膚”。
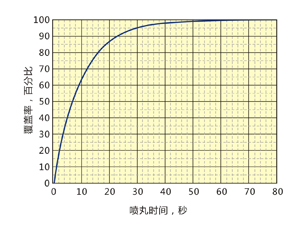
圖1 典型的覆蓋率/噴丸時間曲線
噴丸束流本身必須有一個規定的強度等級,例如N254(在一個特殊的噴丸時間T,即飽和時間,噴丸后N型阿爾門試片彎曲0.254mm),這是一個量化噴丸強度的參數。但是,目前還沒有一個量化噴丸束流達到目標覆蓋率的能力的參數。
本文主要關注以下的內容:
(1)丸料做功的能力;
(2)凹坑的形成過程;
(3)覆蓋率演化過程;
(4)覆蓋率和噴丸強度的對比。
關于衡量噴丸束流達到目標覆蓋率的能力的參數將以一些細節呈現的方式進行描述。
1 丸料做功能力
每一個能有效撞擊零件表面的丸粒都有在零件表面做功的能力。這個能力取決于丸粒的動能。功和動能是完全相同的參數,這一點目前沒有被廣泛認識。例如:
功的單位可以用N*m或Kg*m2*s-2。
功是力(單位,N)乘以距離(單位,m),即:
功的單位=N*m (1)
動能的表達方式是1/2mv2,即二分之一乘以質量(單位,m)乘以速度(單位,m/s)的平方,即:
動能的單位= Kg*m2*s-2。 (2)
力(單位,N)等于質量(單位,kg)乘以加速度(單位,m2*s-2),即:
N= kg* m*s-2 (3)
如果在公式兩邊都乘以m,可以得到:
N*m=Kg*m2*s-2 (4)
即(2)和(4)是等同的。因此對于單個丸粒的作用能力可以用N*m或Kg*m2*s-2來表示。
丸粒的質量是其體積和密度(ρ)的乘積。圓形丸粒的體積是π*D3/6(D是直徑),所以其質量為π*D3*ρ/6。把該表達式帶入1/2mv2式子中,可以得到圓形丸粒的動能表達式π*D3*ρ*v2/12。現在,丸粒的動能和其在零件表面所做的功Wp是相同的。因此Wp=π*D3*ρ*v2/12。把上式除以106(D的單位為mm,Wp的單位為Nmm)可以得出:
Wp=π*D3*ρ*v2/(12*106) (5)
Wp是丸粒的做功潛能,單位為Nmm,D是丸粒的直徑,單位為mm,v是丸料的速度,單位為ms-1,ρ是丸粒的密度,單位為Kg/m-3。
公式(5)可以用來估算單個丸粒的做功能力,示例如圖2所示。我們可以從下例中想象一下做功能力是一個什么樣的概念。想象一個平均尺寸的蘋果,這個蘋果的重力為1牛(請記住牛頓是在他的果園里看見蘋果掉落后而發現了重力定律)。如果把這個蘋果升高100mm(4英寸),那么需要做100Nmm的功。
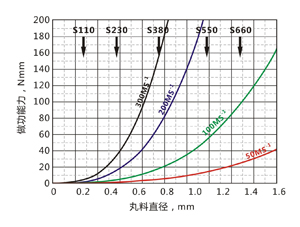
圖2 不同直徑不同速度的鑄鋼丸的做功能力
2 彈坑的形成
在給一個丸粒的做功能力進行定量分析后,我們可以估算丸粒形成凹坑的能力。當一個高速飛行的丸粒撞擊零件的表面時,丸粒會失去其大部分的做功能力,而其中大部分是以撞擊產生的熱量而丟失的,僅有不高于1/10的能量用于產生凹坑。在之前的一節中講到了丸粒的做功能力是如何計算的。本節將闡述要產生一定深度的凹坑,如何計算所需要的功的大小。
在飛行的丸粒和零件表面剛進行接觸時,零件表面所導入的力為零。這是因為力是應力和接觸面積的乘積,由于剛開始接觸時的面積為零,那么力也就為零。被導入的應力是零件的屈服壓力強度。隨著丸粒更深入到零件的表面,則丸粒和零件的接觸面積隨之增加,結果引入零件內部的力也在增加。當丸粒停止向前運動的時候,接觸面積達到最大,因此引入零件內部的力也達到了最大。圖3顯示了從剛開始接觸(a)一直到最大接觸(b)的過程,凹坑的深度為H。
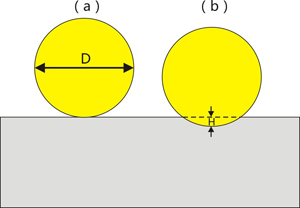
圖3 丸粒造成零件的表面凹坑的過程
用A表示圓形丸粒和零件表面接觸的面積:
A=π*D*h (6)
D表示丸粒的直徑,h表示凹坑的深度。
式(6)中的h在接觸開始時為0,最大值為H,如圖3所示。
設外加的力為屈服應力Y,乘以應力施加的面積A,可以得到丸粒在撞擊過程中施加零件的力F的表達式為:
F=π*D*h*Y (7)
產生凹坑所需要的功WD的值為圖4中藍色直角三角形的面積,即三角形底部的長度和垂直高度的乘積的二分之一。在圖4所示的例子中,面積為126*0.08/2N*mm或為5N*mm。
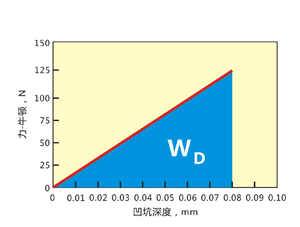
圖4 丸粒施加零件的力隨凹坑深度的變化的示例-可以計算出所做的功
計算產生凹坑所需的功的示例
假設一個圓形丸粒的直徑為1mm,沖擊零件表面后留下了0.08mm深的凹坑,零件的屈服強度為500Nmm-2。把這些數值代入公式(7)中將得出丸粒在撞擊過程中施加零件的最大力Fmax:
Fmax=π*1mm*0.08mm*500Nmm,即
Fmax=π*1*0.08*500N,得:
Fmax=126N
產生凹坑所做的功WD為直角三角形的面積,該直角三角形的高為Fmax,底部的長度為凹坑的高度,因此我們可以得到:
WD=126N*0.08mm/2,得:
WD=5N*mm。
如前所述,僅有不到十分之一的丸粒的能量用于產生凹坑。因此,丸粒的能量必須至少是產生凹坑的功的十倍。現在,我們可以用圖2來對產生凹坑所需的功以及飛行的鑄鋼丸的能量進行對比。如果我們假設丸粒是S380的鑄鋼丸,那么其飛行速度必須達到180m*s-1才能具有50N*mm的作功能力,50N*mm的功可以產生大約0.08mm深度的凹坑。
單個丸粒的做功能力和其產生凹坑的直徑有一個定量關系式,如下所示:
d4=D4*P*W*1000/B (8)
d表示凹坑的直徑,單位為mm,P表示用于產生凹坑所做功與總能量的比值,W表示丸粒的總能量,單位為N*m,D表示丸粒的直徑,單位為mm,B表示零件的布氏硬度,單位為MPa。布氏硬度的單位通常為Kg/mm2,乘以9.8就得到了MPa的單位。
公式(8)具有以下的作用:可以預測丸粒直徑、丸粒做功能力和零件硬度對于產生凹坑直徑的影響。
3 覆蓋率的形成過程
噴丸是一個由無數的丸粒擊打零件表面的過程。丸粒擊打零件后,在零件表面會覆蓋一層凹坑。對于不同的零件,用戶會規定相應的覆蓋率要求。無論覆蓋率的規定值是多少,覆蓋率均是由兩個要素決定的:(a)表征束流擊打能力的覆蓋率因子K,(b)噴丸時間。
覆蓋率因子,K
K是A和N的乘積,其中A表示每個凹坑的平均面積,N表示受噴零件的單位面積凹坑增長率。例如:假設每個凹坑的平均面積A為0.01mm2,凹坑的增長率N為10每mm2每秒,那么K的值(A×N)為0.1/秒(兩個mm2互相約去了)。
凹坑增長率和覆蓋率之間的關系式可以用下式表示:
C=100(1-exp(-K*t)) (9)
C表示覆蓋率百分比,K是覆蓋率因子,t表示實際噴丸時間(產生凹坑后的時間)。
把K=0.1代入到(9)式中,可以得到公式100(1-exp(-0.1*t))。圖5顯示了該公式的曲線。該覆蓋率指數曲線的一個比較有用的特征就是:當噴丸時間為T時,覆蓋率為90%。如果我們把時間延長至2T,我們將得到99%的覆蓋率,延長至3T得到99.9%的覆蓋率,4T得到99.99%的覆蓋率,依此類推。當K=0.1s-1時,90%的覆蓋率出現在23秒時,99%的覆蓋率出現在46秒時,依此類推。所謂的“完全覆蓋率”是指98%或更高的覆蓋率,這是因為高于98%的覆蓋率的測試精度和重復率都無法進行保證。當K-0.1s-1時,98%的覆蓋率出現在39.1s的時間。
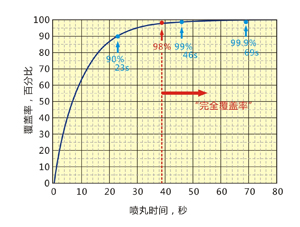
圖5 當覆蓋率因子為0.1s-1時的覆蓋率曲線
當覆蓋率達到了一個非常高的值的時候,更進一步延長噴丸時間是浪費的。K的單位也可以表示“每遍”而不是“每秒”,在這種情況下N的單位就是“每遍”而不是“每秒”。
假設在一個特定的零件上的有一個最大的噴丸時間為100秒或者最大的噴丸遍數為10遍,不同的覆蓋率因子對應的圖示如圖6和圖7所示。
覆蓋率因子K的值取決于噴丸操作的類型以及其參數。對于具體的噴丸操作,K值是可以計算或者預測的。下面就是針對于以壓縮空氣為動力的噴丸的例子,對如何計算K值進行一些解釋。
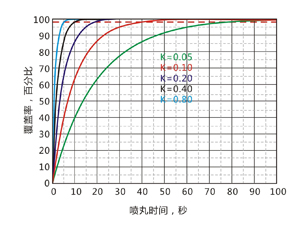
圖6 不同的覆蓋率因子對應的覆蓋率/噴丸時間曲線
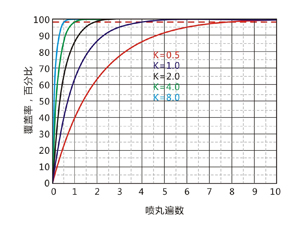
圖7 不同的覆蓋率因子對應的覆蓋率/噴丸遍數曲線
對于壓縮空氣噴丸,估算覆蓋率因子K的示例
針對于這個例子,假設一個錐形的束流一直擊打一個水平的零件表面,產生了一個圓形的擊打區域,該區域的直徑為D,面積為Z。進一步假設該束流以TR的速度在水平方向進行橫向移動,丸流量為FR,單個丸粒產生凹坑的平均面積為A。圖8對這些變量進行了一些說明。
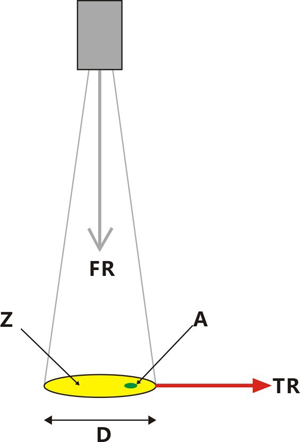
圖8 影響覆蓋率的因素
如果噴丸束流沒有進行橫向移動(移動速率為0),覆蓋率因子為下面的表達式:
K=FR*A/(m*Z) (10)
m表示丸粒的平均質量。
例如,假設所使用的丸料為S170鑄鋼丸,丸流量為50g*s-1,擊打面積Z為1300mm2(直徑D為50mm),每個凹坑的面積為0.01mm2。每一個S170丸粒的平均質量m為0.33*10-3g。把這些數據代入到式(10)中可以得到:
K(s-1)=50*0.01/(0.33*10-3*1300),可得:
K=1.2s-1
對于橫向平行移動的噴丸束流,其平均覆蓋率因子KAV可以用下面的對式(10)修正的公式進行估算:
KAV=FR*A*D/(m*Z*(TR+D)) (11)
其中,TR表示束流的移動速度。
使用先前例子中一樣的參數,零件的移動速度設為50mm/s,我們可以得到:
K(s-1)=50*0.01/(0.33*10-3*1300(50+50)),可得:
K=0.6s-1
正如我們所預料的,這個結果顯示出,移動的束流的覆蓋率增長率是不移動的束流的一半。
式(10)和式(11)可以對噴丸參數和覆蓋率之間的關系進行量化。增加丸流量或單個凹坑的尺寸,覆蓋率的增長率同樣會增加。增加丸粒的平均質量,打擊區域或束流移動速度,將會減小覆蓋率的增長率。
4 覆蓋率和噴丸強度的關系
覆蓋率的定義為凹坑的面積與表面總面積的百分比。噴丸強度的定義為飽和曲線上的一個特殊點P,如圖9所示。這個P點具有兩個坐標,H和T。當t坐標上有一個特殊的噴丸時間T時,其對應H是h坐標上的一個值。H值的大小依賴于T的大小。正如一首老歌所唱:“在這兩者中,缺一不可”。
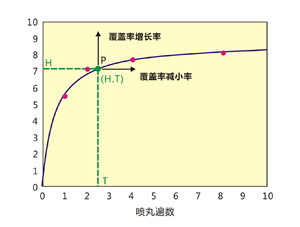
圖9 典型的噴丸曲線
覆蓋率因子K決定了覆蓋率的增長率。K是由A和N相乘的結果,A是每個凹坑的平均面積,N是零件單位面積的凹坑增長率。每個凹坑的平均面積與圖9的H值是成正比的關系。H的值反映了凹坑的尺寸A的大小。相反地,時間T反映了凹坑的增長率。如果H值很小,T值很大,證明阿爾門試片的覆蓋率的增長率比較緩慢。需要注意的是,零件上覆蓋率的增長率和阿爾門試片上的覆蓋率是有區別的。造成這種區別的主要原因是凹坑的平均尺寸A的不同。比阿爾門試片軟的零件的覆蓋率增長率會更快,相反,比阿爾門試片硬的零件的覆蓋率增長率會更慢。但是,在覆蓋率預測或覆蓋率測試中,可以允許硬度有些許差異。
目前已經有相關覆蓋率和弧高值之間關系的研究報道,該研究主要是在阿爾門試片上對覆蓋率和弧高值進行了測試和對比,試驗的阿爾門試片一共分為六組,即每個參數在六個阿爾門試片上重復六次。圖10的數據選取了六組數據中的第一組數據。該試驗是在儀器化程度高、可控性強的噴丸設備上進行的。對覆蓋率數據和弧高值數據分別進行雙指數的指數曲線擬合。通過圖10可以看出,弧高值的飽和曲線擬合效果非常好,也就是說隨著噴丸的時間增長,丸料在阿爾門試片上所做的功的增長是可以預測的。但是,關于覆蓋率的曲線擬合效果并不好。非常令人吃驚的是,噴丸三遍的阿爾門試片和噴丸一遍的相比,覆蓋率的增長量非常的小,僅從49%增長到52%,而弧高值的增長正如我們所預測,由0.0081”增長到0.0144”。 其它五組的覆蓋率數據(噴丸一遍和噴丸三遍)分別為:48%到84%,60%到83%,36%到40%,67%到80%和50%到75%。在飽和時間T時測量的覆蓋率是大約75%,把噴丸時間延長到二倍的飽和時間2T,則覆蓋率的測試值已經達到了“完全覆蓋率”的水平。
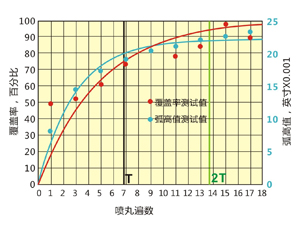
圖10 覆蓋率和弧高值的一組測試數據和曲線擬合結果
討論
對于噴丸工程師來說,覆蓋率的定量量化當然是非常重要的。基于覆蓋率的可控性,本文盡量地去解釋可控覆蓋率因子K是怎么應用的。該因子可以進行預測或測試。
我們期望隨著噴丸時間的延長,覆蓋率的增長情況能夠符合圖1所示的曲線。但是在實際的試驗中,覆蓋率測試結果非常依賴覆蓋率的檢測方法的精確性,就比如圖10給出的例子中,覆蓋率的測試結果和我們的覆蓋率測試經驗就完全不相符。因此,對覆蓋率進行測試時,需要用不同的測試方法進行比較。
規范SAE J2277關于噴丸覆蓋率的檢測方法提供了很有益的指導。該規范的公式(1)定量地表達了覆蓋率和噴丸時間的關系。該公式和本文中的公式(9)對應的曲線是一致的。J2277規范中的圖2給出了噴丸遍數(1、2、3、4和6遍)對應的覆蓋率圖示。對這五個覆蓋率值進行曲線擬合,如圖11所示。J2277規范中的公式(1)是以1遍為單位的,目的是可以更好地預測隨著噴丸遍數的增加,覆蓋率的增長方式。采用“最佳擬合”方程對這些數據進行曲線擬合,可以得到與J2277規范中的公式(1)一樣的曲線,這樣我們就更加地確認這些覆蓋率數據符合一種可預測的簡單指數函數的關系。
在這里需要強調一點的是,阿爾門試片是目前在實際工程應用中唯一的檢測噴丸強度的方法。但是,這并不妨礙阿爾門試片可以應用于學術研究領域。采用阿爾門試片對覆蓋率進行測試和分析有非常大的好處:第一,在阿爾門試片上進行覆蓋率-時間關系的測試是可行的,第二,阿爾門試片的尺寸和形狀都是穩定的,可以非常方便地進行覆蓋率測試。實際噴丸的零件,很少能具有阿爾門試片的上述兩個優點,因此這就是我們在學術研究中也喜歡用阿爾門試片研究覆蓋率的原因。
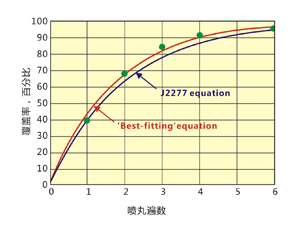
圖11 對規范J2277中覆蓋率數據的擬合結果


