歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


介紹
凹坑尺寸非常重要!會直接影響噴丸強度和覆蓋率。噴丸強度和凹坑的尺寸是直接成比例的。覆蓋率隨凹坑尺寸增大(其他條件相同時)。因此,凹坑的尺寸是非常重要的。凹坑尺寸的控制取決于已知的(a)尺寸,(b)尺寸的影響因素,(c)影響凹坑尺寸的噴丸方法。
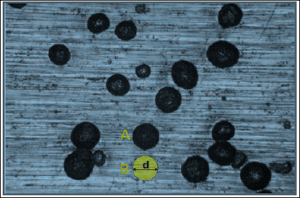
圖1低覆蓋率下凹坑的形狀
典型的凹坑如圖1所示。形狀為近似圓形。如圖中A處標注的一個凹坑,將其“等價為圓形”,如圖中B處直徑為d的圓形。當覆蓋率和凹坑深度模型化時可假定為等價圓形。
本文是對集中影響凹坑尺寸的因素進行定量分析。希望不喜愛數學的讀者不會因為引入這些必要的方程式而離開。常見的計算程序,如Excel,允許在這些方程式中插入已知的值。例如,在Excel中計算凹坑直徑時,A1中插入已知的丸料直徑,A2中已知的凹坑直徑,以及A3中等式:=(A2-(A1^2-A2^2)^0.5)/2。此等式與后續文中的等式(1)相同。
丸料尺寸與凹坑直徑
丸料尺寸與噴丸引起的凹坑的尺寸存在線性關系——其他條件相同。實際觀察與理論分析都能得出這個確定的結論。標準噴丸會引起凹坑,其直徑大約為丸料的30~50%。因此,我們可以推測出凹坑的尺寸范圍——因為我們已經知道使用的丸料的直徑。
圖2所示為,當使用直徑為D的鑄鋼丸時,推測的凹坑直徑d的范圍。SAE名義丸料尺寸說明這是最常見的尺寸參數。可以看出可能會遇到凹坑直徑有巨大的范圍。假設d是D的40%,則:凹坑直徑在微米級別大致與使用丸料的SAE數值相同。
例如,S110丸料產生凹坑直徑大概為110微米,而S460丸料通常產生凹坑直徑大約為460微米——1微米等于1um。
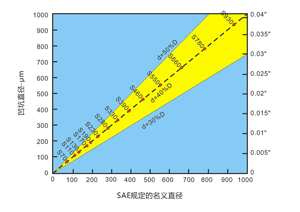
圖2 使用鑄鋼丸產生凹坑直徑的常用范圍
凹坑深度,h
凹坑深度h,取決于丸料直徑D和凹坑直徑d。如果假設凹坑是圓形且丸料是球形,則h,d和D之間的關系為:
h=[D-(D2-d2)0.5]/2,d<="" span="" style="box-sizing: border-box;">
舉例:如果D=110um,d=44um,h=4.6um,h是d的11%。圖3所示為凹坑深度與凹坑直徑的關系。D為100,則h是D的百分數。如果凹坑直徑是D的20%,則深度僅為D的1%。即使凹坑直徑是D得60%,凹坑深度也僅為D的10%。d/D的比值百分數如圖中標示為30,40和60%。
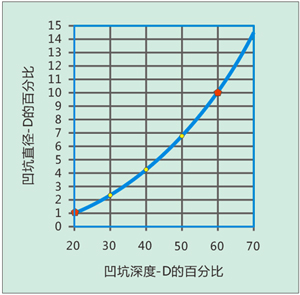
圖3 凹坑深度與凹坑直徑的一般比例關系
凹坑直徑和深度的預測
我們可以預測由噴丸引起的凹坑直徑和深度——假如已知幾個控制因素。控制因素為:丸料直徑,速度,密度,以及恢復系數。除恢復系數所有因素都是熟悉的。
可以證明恢復系數是噴丸參數中最重要的。它可以說明當丸料撞擊工件時有多少能量保留在工件中。假設丸料從一個固定高度h1掉落在平直的工 件上。它會彈起到一個高度h2,那么恢復系數e為:
e=√(h2/h1) (2)
如果h2是h1的一半 ,那么丸料就損失了一半的能量。e的值就為0.71。如果h2等于h1(e=1) ,那么丸料在沖擊過程中就沒有損失能量,也不會產生凹坑。
等式(3)說明幾個因素對凹坑直徑的影響。
d=0.02284*D*(1-e2)0.25*p0.25*v0.5/B0.25 (3)
p為丸料密度,v為噴丸速度,B為工件布氏硬度。
當使用公制單位時——v的單位為ms-1,p單位為kgm-3,適當的系數是0.02284。
A | B | C |
4 | K | 0.02284 |
5 | 丸料直徑-mm | 0.100 |
6 | 恢復系數-e | 0.71 |
7 | 密度-Kgm^-3 | 7860 |
8 | 速度,v-ms^-1 | 85 |
9 | 工件布氏硬度 | 300 |
11 | ||
12 | 凹坑直徑,d-mm | 0.040 |
13 | 凹坑深度,h-mm | 0.004 |
圖4 凹坑直徑和深度預測表
等式(3)很復雜,很難去定量體現。較簡單的方法是將等式體現在Excel表格中。只要簡單的按一個按鈕就能看見各因素值的改變對結果的定量影響。如圖4所示的表格就包含了基于等式(1)的凹坑深度的計算。將已知的值輸入黃色空格中,結果就會在綠色空格中出現。K值和e值是確定的(除非有不同的、已測定的值)。當鋼丸沖擊到鋼工件時,e的值為0.71。可以根據需要復制使用此表格。
使用表格計算方法的好處是,可以簡單定量分析各因素值的改變對結果的影響。通過在同樣的表格中復制圖4會使分析更容易。例如,如圖1所示凹坑的直徑變化大約為1/2。對于給定的樣品,工件硬度、恢復系數和丸料密度都是常量。這樣就僅有丸料直徑和噴丸速度可能會引起凹坑直徑的改變。使用圖4中給出得初始值,為了將預測的凹坑直徑減半,速度從85m/s下降到21m/s。丸料直徑也只能減半(為了將預測的凹坑直徑減半)。鑄鋼丸規格可以允許直徑變化大于1/2。因此,可以合理的提出圖1中凹坑直徑的變化很大部分是因丸料直徑變化引起的。
噴丸角度對凹坑形狀的影響
丸料很少會垂直的撞擊在工件上。通常會以一個角度θ撞擊到表面,如圖5所示。丸流的分散,工件表面的彎曲以及丸流撞擊表面的角度,都會使得θ減小并小于90°。噴丸角度對于噴丸強度和凹坑尺寸都有較大的影響。當θ等于90°時,球形丸料會產生一個圓形的凹坑。如果θ小于90°,則凹坑是橢圓的。
圖6所示為,一個丸料以45°(從右到左)撞擊在純鋼工件表面產生的橢圓形凹坑。純鋼是非常有用的研究型材料,因為其突出的塑性變形性能——如圖6中左側的凹痕所示。
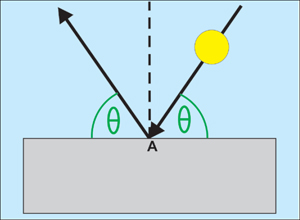
圖5丸料以角度θ撞擊在工件表面的A處
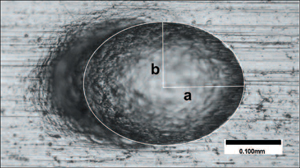
圖6丸料以45°撞擊在平直純鋼表面產生的橢圓凹坑
由長軸和短軸之比來定義橢圓度,a/b。較早之前就已描述過初期的橢圓形凹坑。
噴丸角度對噴丸強度的影響
研究經驗表明,噴丸角度一同樣的方式影響噴丸強度和凹坑深度,如圖7所示。他們都與sinθ1.5成反比。
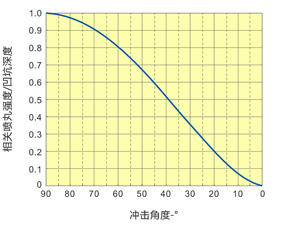
圖7隨著噴丸角度的改變,噴丸強度和凹坑深度的變化
例如,當θ=60°,噴丸強度值是θ為90°時的80%。而到20°時,僅為20%。這說明,噴丸時應盡量使噴丸角度接近90°。
噴丸角度對凹坑尺寸和覆蓋率的影響
凹坑尺寸可以由其邊緣圈定的平面面積定義。對于一個圓形的凹坑,尺寸即為圓形的面積πd2/4。對于橢圓形凹坑,尺寸即為橢圓面積πab/4。早期研究經驗表明,噴丸角度和凹坑面積之間存在一定關系。這種關系就是,凹坑面積與sinθ成反比,如圖8所示。相關的覆蓋率與sin2θ成反比,因為給定的丸流隨著θ的減小,會產生更大的撞擊面積。
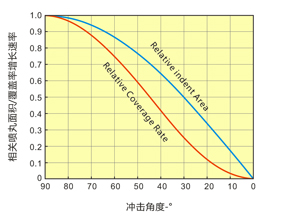
圖8噴丸角度對凹坑尺寸和覆蓋率的影響
隨著噴丸角度的減小,覆蓋率的下降甚至快于噴丸強度。我們再一次有了實用意義——獲得給定的覆蓋率的時間較大程度的取決于噴丸角度。
凹坑體積
不論是通過預測或實測凹坑的直徑和深度,我們都可以預測其體積。圓形凹坑體積v為:
V=(π/6)(3d2/4+h2)h (4)
凹坑體積是很重要的,因為它表征了丸料撞擊在工件上的做功多少。丸料撞擊在工件表面時具有動能1/2mv2。這說明丸料具有越大的動能,其產生的凹坑體積越大。
凹坑直徑測量
噴丸凹坑是非常小的,10~1000微米,因此在精確測量時放大鏡是必需的。放大鏡可以是單一的光學放大鏡或是光學數字復合式的。
我們可以通過直接的方法-使用光學影像,或是間接的方法-使用數字影像來測量凹坑直徑。在直接測量時使用顯微鏡會使結果更準確。人類的每只眼睛有1億2千5百萬的視桿細胞來探測白色和黑色,有7百萬視錐細胞來探測彩色。使用兩只眼睛我們就有立體感的優勢。而典型的數字相機僅有1千萬的像素。
測量技術有著較大的使用空間,每種都有優點和缺點。然而,每種技術依靠的都是刻度板。刻度板是一種小型的標尺,是在金屬或玻璃板上采用精確的技術畫有一定距離的線。典型的刻度板如圖9所示,1毫米的距離被等分為100段。

圖9公制刻度板——1毫米等分為100份
為讀者所喜歡的兩種技術是基于使用測量顯微鏡或USB顯微鏡。圖10所示為兩種方法的差異。
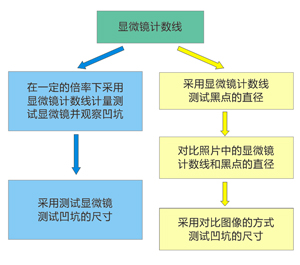
圖10 直接或間接測量凹坑尺寸
測量顯微鏡
使用帶有測量目鏡的顯微鏡設備是比較容易確認尺寸的大小并比較容易存檔。測量顯微鏡上的刻度是需要校驗的。刻度用于測量凹坑,在放大鏡下校驗后,可以直接用于凹坑尺寸的檢測。在目前的幾種方法中,這種方法是最為精確且可靠的。它的主要缺點是不可攜帶性,因此在用于大工件上檢測某一點的凹坑尺寸時具有局限性。
USB顯微鏡
USB顯微鏡已經達到可以充分精確測量凹坑尺寸的階段。當添加夾具時,可以較容易在實際工件噴丸面上聚焦,然而,一個重要的問題是必要的校準程序。作者提出了一個解決辦法,如圖11所示。
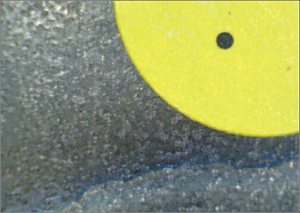
圖11 Fig.11 Decal black dot on self-adhesive yellow labelstuck to peened component
可粘貼黑點采用高精度工藝進行制作,其直徑可以采用顯微鏡計數線或者測量顯微鏡進行測試。可以使用一個或多個黑點粘貼到自粘性膠帶上,然后放入噴丸區域進行拍照。選取一個合適的放大鏡對黑點和噴丸表面進行同時或者連續拍照。圖11中的黑點直徑為0.450mm(采用測量顯微鏡方法測出的結果),可以作為在電腦屏幕上評估凹坑尺寸的參考。或者采用0~100的顯微鏡計數線對黑點進行比對,一直找到和黑點直徑相同的尺寸為止。然后采用該計數線和零件的凹坑尺寸進行對比。
總結
丸粒沖擊后的凹坑的直徑和面積可以由公式(3)進行預測。凹坑深度可以由公式(1)進行預測。這些預測需要知道一些噴丸的參數。噴丸或拋丸時丸料的飛行速度一般很難直徑測試但是可以用公式(3)進行預測。凹坑尺寸的變化可能是由操作條件或者零件性能發生變化而引起的。
對于特定尺寸的丸料而言,凹坑深度是與噴丸強度直接相關的。有一點是達成共識的,即噴丸強度是與阿爾門試片表面上的凹坑尺寸的大小相關,而非丸料尺寸的大小相關。對于任意已知直徑的丸料,在其它條件不變的情況下,隨著丸料直徑的增加,凹坑深度也隨之增減。這就引起了關于塑性變形的相關基礎問題,目前需要相關試驗進行驗證。
凹坑的平均面積A是影響覆蓋率C的三個因素之一。其它的因素是凹坑增長速率(單位時間單位面積凹坑的數量),還有噴丸時間t。公式(5)給出了這三個參數之間的一個關系式。

其中,凹坑直徑是影響覆蓋率的首要因素。相關的計算機程序可以給出覆蓋率和凹坑直徑之間的相關預測。然而,所有的這些程序(包括本文中的等式)都是基于噴丸工藝理想模型的基礎上的,這也就意味著雖然這些公式和程序很有用,但是卻不能保證精確性。


