引言
噴丸束流產(chǎn)生的打擊力通常都會(huì)致使工件彎曲一定的角度。這種彎曲可能小到被認(rèn)為是無關(guān)緊要的——對(duì)“厚”工件而言。然而對(duì)于“薄”工件,工件的彎曲通常是由噴丸引入的應(yīng)力引起的。彎曲程度取決于三個(gè)因素:
使用應(yīng)力的大小,F(xiàn),
零件厚度,t
支點(diǎn)之間的距離,L。
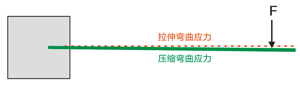
圖1所示為三個(gè)因素的應(yīng)用,示例為一個(gè)計(jì)算機(jī)模擬的樣品。樣品的計(jì)算結(jié)果顯示:一個(gè)10N的力作用在厚度為1mm鋁樣品的中心,鋁樣品尺寸為200mm寬*300mm長(zhǎng)(0.04”*8”*12”),撓度為5mm(0.2”)。在0.78mm(0.03”)厚度處撓度為10mm(0.4”)。
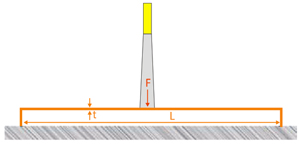
圖1 噴丸束流使工件彎曲的影響因素的圖解
在此系列文章的前述文章中已說明,噴丸束流力的大小可以被預(yù)測(cè)和測(cè)量。空氣壓力的噴丸束流力(在平滑表面)能達(dá)到數(shù)十牛頓。拋丸設(shè)備可以達(dá)到數(shù)百牛頓的力。當(dāng)使用水或加速液體時(shí)可以獲得非常大的力。工件的厚度決定了它的剛度(抵抗彎曲的能力),支點(diǎn)之間的距離決定了力產(chǎn)生“彎矩”的大小。
工件彎曲產(chǎn)生了應(yīng)力分布在工件上,在中心部位產(chǎn)生了最大的應(yīng)力。對(duì)于純鋁材料,表面應(yīng)力可以預(yù)測(cè)為屈服強(qiáng)度的45%±23MPa。
此文旨在表明如何量化噴丸束流的影響,以及證明其是否會(huì)對(duì)噴丸參數(shù)如噴丸強(qiáng)度、覆蓋率和殘余應(yīng)力等產(chǎn)生影響。采用簡(jiǎn)單的工件形狀,以最小化引入的數(shù)學(xué)復(fù)雜性,此文中引入了一些基礎(chǔ)的機(jī)械工程原理。
誘發(fā)彎曲
剛度
彎曲量取決于零件的剛性。一個(gè)簡(jiǎn)單的證明方法,阿爾門試片安裝在阿爾門測(cè)具上,將一根手指按壓在試片的中心。對(duì)于N型試片,即使是一個(gè)很小的力也會(huì)產(chǎn)生很大的讀數(shù)。而C型試片,即使是一個(gè)很大的力也不會(huì)表現(xiàn)出很大的撓曲。
對(duì)于矩形工件,其剛度I,如下:
I=w*t3/12 (1)
此處,w為試片寬度,t為試片厚度。
等式(1)表明,剛度與厚度的三次方呈正比。對(duì)于N,A和C型試片,w為常量,而試片厚度t是變化的。N,A和C型試片厚度三次方比例為1:4.5:28。因此,C型試片的剛度是N型試片的28倍,A型試片的剛度是N型試片的4.5倍。
撓度
在一根長(zhǎng)度為L(zhǎng)的矩形梁的中心部位,受到一個(gè)大小為F的力,其撓度d為:
d=F*L3/(48*E*I) (2)
此處E為工件材料的彈性模量。
將等式(1)代入等式(2),可得:
d=F*L3/(48*E*w*t3) (3)
等式(3)給了我們一個(gè)定量的撓度的“感覺”。將力加倍,撓度也會(huì)加倍,然而模量和寬度加倍會(huì)使撓度減小1/2。無支撐長(zhǎng)度L和厚度t對(duì)撓度影響更大。長(zhǎng)度加倍,撓度會(huì)增大8倍,而厚度加倍,會(huì)使得撓度減小到1/8。假設(shè)力合理的施加在中心位置,丸流的直徑遠(yuǎn)小于無支撐長(zhǎng)度。如果丸流直徑施加的力是“一致施加”,則撓度會(huì)比等式(3)計(jì)算的減小40%。則等式變?yōu)椋?/span>
d=F*L3/(6.4*E*w*t3) (4)
圖2所示為,當(dāng)在圖1的工件下增加一個(gè)支持塊時(shí),撓度如何被消除。實(shí)際上,無支撐長(zhǎng)度可認(rèn)為是0。另一個(gè)方法是同時(shí)在零件的兩個(gè)面上進(jìn)行均勻?qū)姟?/span>
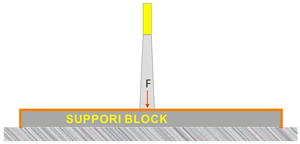
圖2. 使用支撐塊可以減少零件的噴丸彎曲變形
撓度最小化同時(shí)會(huì)導(dǎo)致彎曲應(yīng)力分布也最小化。
彎曲應(yīng)力分布
使用噴丸束流的力使得工件彎曲,會(huì)產(chǎn)生一個(gè)應(yīng)力分布。這是塑性變形產(chǎn)生的殘余應(yīng)力分布。因此彎曲應(yīng)力的大小有著重要作用。
圖3所示為應(yīng)力估算所用到的一些參數(shù)。施加在中心的力F,引入彎曲的半徑R,試片長(zhǎng)度L。彎曲度,1/R從試片邊緣的0到試片中心的最大值。在零件表面產(chǎn)生殘余壓應(yīng)力,在次表面產(chǎn)生殘余拉應(yīng)力。應(yīng)力從表面到次表面的線性關(guān)系如圖3所示。
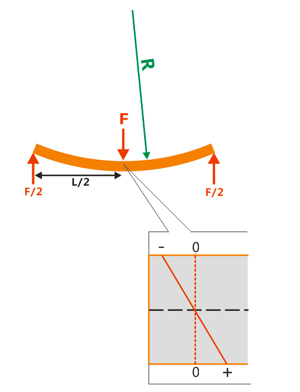
圖3 引入彎曲應(yīng)力的分布
由在矩形梁中心施加的力產(chǎn)生的表面應(yīng)力σ,則:
σ=±1.5*F*L/(w*t2) (5)
值得注意的是,引入的應(yīng)力與材料的彈性模量無關(guān)。
通過等式(5),只要任意知道3個(gè)變量(F,L,w,t),就能推測(cè)引入的表面應(yīng)力大小。圖4為典型實(shí)例,采用已知尺寸的阿爾門試片,假設(shè)距離L為40mm(1.6”),該距離為固定螺釘之間的長(zhǎng)度距離。從中可以看出,在N型試片中可引入較大的表面應(yīng)力水平,然而對(duì)于較厚的試片,引入的表面引力水平會(huì)較低。
圖4預(yù)測(cè),當(dāng)力為20N時(shí),會(huì)在N型試片表面引入-100MPa應(yīng)力。通過等式(3)預(yù)測(cè),相關(guān)撓度會(huì)是0.166mm(0.006” )。
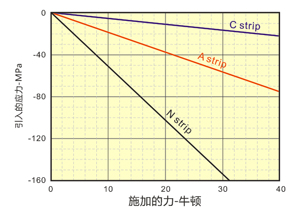
圖4. 當(dāng)L為40mm(1.57英寸)時(shí),通過在阿爾門試片的中部位置施加一定的力之后的表面應(yīng)力分布
表面應(yīng)力的符號(hào)(壓或拉)取決于工件的支撐方式。簡(jiǎn)單的末端支撐(如圖3)將會(huì)產(chǎn)生壓應(yīng)力。然而,如果梁的一端已固定,則噴丸會(huì)在表面產(chǎn)生拉應(yīng)力,如圖5所示。
抗力、彎曲和殘余應(yīng)力的組合關(guān)系
第一批在表面產(chǎn)生凹坑的丸粒必須要和凹坑周圍的抵抗應(yīng)力進(jìn)行斗爭(zhēng),見圖6。這些抗力為壓縮應(yīng)力,用-q進(jìn)行表達(dá),具有很高的延展性。發(fā)生塑性變形后,丸粒引入了一個(gè)壓縮應(yīng)力,-i,該壓縮應(yīng)力等于零件的屈服強(qiáng)度加上抵抗應(yīng)力。因此從該應(yīng)力體系中可以得到:
-i=Y+q (6)
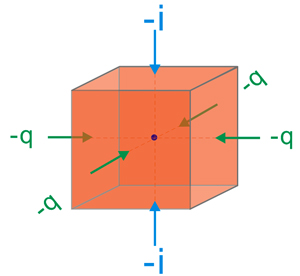
圖6. 噴丸凹坑剛發(fā)揮作用時(shí)的應(yīng)力體系
由后續(xù)丸粒擊打所產(chǎn)生的應(yīng)力也取決于是否存在彎曲應(yīng)力。如果沒有彎曲,后續(xù)丸粒的擊打必須克服屈服強(qiáng)度,抵抗應(yīng)力和不斷增加的表面殘余壓應(yīng)力,-rs。因此我們可以得到下面的應(yīng)力體系:
i=Y+q+rs (7)
該應(yīng)力體系的圖示見圖7。
當(dāng)零件存在壓縮彎曲的情況時(shí),后續(xù)丸粒擊打必須克服屈服強(qiáng)度,抵抗應(yīng)力,不斷增加的表面殘余壓應(yīng)力,-rs以及零件彎曲應(yīng)力,那么應(yīng)力體系可以從下式得出:
-i=Y+q+rs-bs (8)
圖8顯示了該應(yīng)力體系包含了所有三種壓縮應(yīng)力。
相關(guān)的應(yīng)力體系決定了凹坑尺寸的大小以及延展性的水平。對(duì)于單個(gè)凹坑而言,當(dāng)零件的殘余應(yīng)力、彎曲應(yīng)力和屈服強(qiáng)度增加的時(shí)候,凹坑的尺寸將會(huì)變小。另一方面,如果零件的殘余應(yīng)力和彎曲應(yīng)力增加時(shí),零件的延展性也將會(huì)增加。
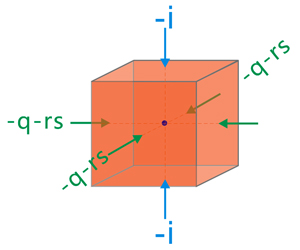
圖7. 在零件上施加殘余應(yīng)力的應(yīng)力體系
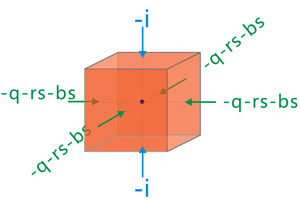
圖8. 殘余應(yīng)力和彎曲應(yīng)力同時(shí)作用的應(yīng)力體系
實(shí)例研究-阿爾門試片的噴丸
對(duì)于噴丸工程師而言,一種典型的薄工件就是阿爾門試片。因此,阿爾門試片非常適合用作實(shí)例研究。本文研究了在噴丸過程中阿爾門試片的定量和定性分析。
定性分析
當(dāng)開始對(duì)一個(gè)平坦的阿爾門試片噴丸時(shí),無論噴丸束流的力有多大,阿爾門試片不會(huì)發(fā)生彎曲,這是因?yàn)榘栭T試片在其長(zhǎng)度方向被支撐了。此時(shí)的應(yīng)力體系為公式(6)。隨著進(jìn)一步的噴丸,阿爾門試片開始發(fā)生凸面彎曲變形,如圖9所示。即使阿爾門試片被四個(gè)螺釘固定,但是其仍然發(fā)生了變形。在噴丸過程中,該凸面彎曲變形的曲率與噴丸束流施加的彎曲力成反比,噴丸束流也在阿爾門試片表面產(chǎn)生了壓縮彎曲應(yīng)力。在覆蓋率水平相對(duì)比較低的階段,凸面彎曲變形可以被噴丸束流的力完全克服。此時(shí)的應(yīng)力體系為公式(8)。更進(jìn)一步的噴丸可以是阿爾門試片產(chǎn)生彎曲變形,此時(shí)噴丸束流的力已經(jīng)不能完全抑制阿爾門試片發(fā)生彎曲變形。
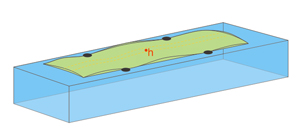
圖9. 固定的阿爾門試片噴丸后的復(fù)雜曲面
該定性分析顯示了隨著噴丸進(jìn)程的發(fā)展,丸粒擊打產(chǎn)生凹坑的能力變得越來越困難了。這意味著覆蓋率可以減少到一定的水平,而實(shí)際減少的水平只能通過試驗(yàn)來決定。
定量分析
被固定的阿爾門試片的彎曲量可以通過公式(3)和公式(4)進(jìn)行預(yù)測(cè)。之所以結(jié)合這兩個(gè)公式是因?yàn)閲娡枋鞑粌H僅在某一個(gè)特定的點(diǎn)上施加力。因子系數(shù)在4到6.4之間。圖10顯示了在三種厚度的阿爾門試片上估算的施加的力與試片彎曲之間的關(guān)系,假設(shè)因子系數(shù)為5.2(4和6.4的平均值)。需要注意的是,阿爾門試片在固定時(shí)的彎曲量是解除固定時(shí)的彎曲量的1/3。
首先考慮N型阿爾門試片被一束可達(dá)10牛的束流進(jìn)行噴丸。該束流可以完全把N型阿爾門試片壓在試塊上,直到固定的阿爾門試片的彎曲量達(dá)到0.06mm(0.002英寸),該預(yù)測(cè)可以從圖10上得到。隨著被固定的阿爾門試片的彎曲量的增加,噴丸束流僅僅只能部分的壓平N型阿爾門試片。隨著更進(jìn)一步的噴丸,阿爾門試片將承受殘余壓應(yīng)力。從圖4中可以看出,該殘余應(yīng)力可以達(dá)到50MPa左右。
公式(8)預(yù)測(cè)了隨著噴丸進(jìn)程的發(fā)展,產(chǎn)生更多的凹坑將會(huì)越來越困難。該現(xiàn)象在N型試片上比在A和C型試片體現(xiàn)的更為突出,這反應(yīng)在要獲得更高的覆蓋率,需要噴丸更長(zhǎng)的時(shí)間。可以通過對(duì)飽和時(shí)間T進(jìn)行對(duì)比確認(rèn)。通過相同的噴丸束流對(duì)N型阿爾門試片和A型阿爾門試片進(jìn)行噴丸。該噴丸參數(shù)為:S70丸料,10lb/min的丸流量,25psi空氣壓力,0.36英寸的噴槍,90°噴丸角度。對(duì)于N型阿爾門試片,達(dá)到飽和的時(shí)間是A型阿爾門試片的2倍。這個(gè)發(fā)現(xiàn)與之前提到的彎曲應(yīng)力相一致。
討論
本文顯示了在噴丸過程中,噴丸束流可以引起明顯的彎曲以及表面應(yīng)力。彎曲程度取決于零件的厚度以及支撐點(diǎn)之間的距離。噴丸凹坑的尺寸是影響表面應(yīng)力大小的首要因素。噴丸產(chǎn)生的表面壓縮彎曲應(yīng)力將會(huì)減少后續(xù)凹坑的尺寸。如果表面引入的是拉伸彎曲應(yīng)力,那么后續(xù)凹坑的尺寸將會(huì)變大。
如果凹坑的尺寸收到影響,那么接下來噴丸強(qiáng)度、覆蓋率和殘余應(yīng)力場(chǎng)也將會(huì)受到影響。
現(xiàn)實(shí)中的真實(shí)零件需要使用比本文更要復(fù)雜的公式。可以在機(jī)械工程領(lǐng)域中找到更多關(guān)于彎曲機(jī)械方面的知識(shí)。然而,本文中的公式確實(shí)也可以為真實(shí)零件做一些參考。
最后,如果噴丸工程師處理只有幾個(gè)毫米厚的零件時(shí),噴丸束流的擊打力不應(yīng)該被忽視。




