歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


引言
每一種測試(包括噴丸參數的測試)或多或少地均存在有不精確性。每一個噴丸參數或多或少地存在可變性。精確性和可變性對于噴丸的控制有著重要的影響,因此不能被忽略。不精確性就是測量值和真實值的差異。變化性是一組測量值與其平均值相比的偏差范圍。制定的公差帶規定了參數的不精確性和變化性。
影響噴丸測試的不精確性和變化性的三個主要因素是:
?測量儀器的不精確性;
?測量的變化性
?參數的變化性。
這三個因素的交互作用見圖1所示。
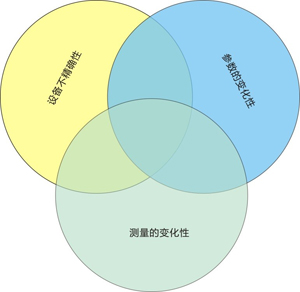
圖1. 設備不精確性、參數的變化性和測量的變化性的交互作用
不精確性
在一般情況下會討論精確性,然而本篇文章把重點放在不精確性上。下面這個公式把不精確性和真實值、測量值聯系起來:
真實值-測量值=不精確性(1)
一個測量值將在兩個方面偏離真實值:精度和偏差。精度是儀器刻度的最后一個有意義的數字,比如一個空氣壓力表,1psi就是其精度。偏差是測量值和真實值的差值,比如如果一個壓力表的顯示值為88psi,而真實值為91.00psi時,那么儀器的偏差為3psi。
精度
精度是非常重要的,因為它決定了儀器的測量值與參數本身的真實值能有多接近。圖2采用圖解的方式說明了低精度對于阿爾門弧高值測試的不精確性的影響。假設:(a)給定的測具能讀出千分之一英寸的讀數;(b)測具有著零偏差;(c)一個給定的阿爾門試片的真實弧高值為9.325×10-3英寸,精確到百萬分之一英寸。對于這個例子,真實值是9.325×10-3,測具的測量值是9×10-3,那么精度的不精確性是0.325×10-3。實際上,真實值只要是在8.500×10-3到9.499×10-3之間的任何一個數,測具的測量值都是9×10-3,所以最大的精度不精確性為0.5×10-3。
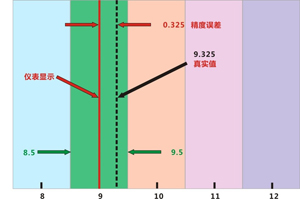
圖2. 由于測量儀器低精度造成的弧高度測試的不精確
現在的數字阿爾門測具的精度高于千分之一英寸。圖3舉例說明了由于測具更加的精確(精度可達百分之一英寸),精度不確定性減小的現象。在這個例子中精度的不確定性僅為0.025×10-3,值之前的0.325×10-3相比小了很多。真實值只要是在9.25×10-3到9.35×10-3之間的任何一個數,測具的測量值都是9.3×10-3。
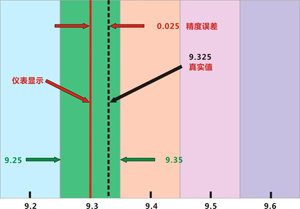
圖3. 提高測量儀器的精度后,降低了弧高度測試的不精確性
在任何應用中,相應的測具都有一個比較優化的精度水平。例如,如果用毫克精度的天平去成50公斤的丸料,那就顯得比較滑稽了。刻度精度一般是和最大測試能力相關聯的,例如毫克精度的天平最大的測試重量為100g。如果用毫克精度的天平去稱50Kg的丸料,那么得要稱500次,這產生的額外費用需要算入客戶的成本中。如果用天平測試更精確的重量就需要更精確的精度。
偏差
偏差是儀器測量值和真實值之間的差異。偏差僅能在高于儀器精度的情況下才能被檢測到。如果偏差高于儀器的精度,那么將對精確性產生很大的影響。如果測試儀器的檢測范圍改變,那么偏差的量也會發生改變。需要參考試樣(例如已經知道真實值的試樣)進行檢測和確定偏差值。
請考慮以下這個問題;“如果把真實值為10.000(單位是千分之一英寸)的阿爾門試片放在阿爾門測具上,阿爾門測具的讀數是10.3(單位是千分之一英寸)”,那么該阿爾門測具的偏差是多少?可能大部分人給出一個快速的但是不正確的回答:“0.3”。而正確回答是:“此刻,該測具的誤差為0.25到0.35之間”。“此刻”這個詞是非常適當的,因為由于測具的穩定性的問題,0.3這個數據可能每次測試的結果不同。圖4顯示了在這個假設的例子中,偏差是在0.25到0.35之間,并不是就是精確的0.3。測具將會“四舍五入”10.25到10.35之間的任何一個數字,最終得到10.3。
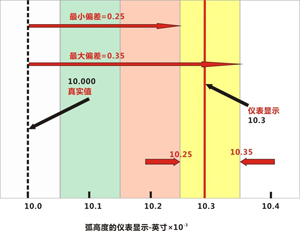
圖4. 阿爾門測具的偏差在0.25到0.35之間的實例(千分之一英寸)
舉例說明,如果0.25到0.35的偏差沒有進行修正,那么會對噴丸后的阿爾門試片的弧高度測試精度產生很大的影響。
對于任何測試儀器而言都存在一定的誤差。稱重天平可能是在其測量范圍最容易找到誤差的測量儀器。表1給出了用最大量程50g的“電子口袋秤”檢測標樣的結果。該天平上標識的精度為±0.01g并且據廠家宣傳有“自動計量”的功能。
表1 用于“電子口袋秤”的應用質量與顯示質量的比值
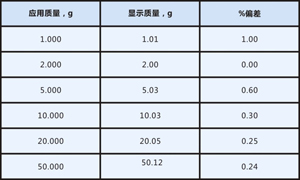
表1中的數據表明:(a)廠家經常把“精度”和“準確度”混淆;(b)測試的樣品質量不同,天平的偏差可能也會不同。
有些測試儀器(比如阿爾門測具)是非常難準確校準的。阿爾門測具是通過四個球來支撐阿爾門試片的,比較容易磨損。本作者的計量方法是用8個去應力后的且噴丸后的A型阿爾門試片(注意要小心保存)進行校準。本組試片噴丸后用于繪制飽和曲線,因此每個試片的弧高值都不同。去應力的制度為在500℃下保溫4個小時,去應力后阿爾門試片的弧高值可以降低10%。把去過應力的試片表面用細的金剛砂紙進行打磨,然后用精細的表面研磨機在每個試片的凸面上加工出一個小的平臺。然后把每個試片放入測具(測具上的電子表已經校準)中進行測試用來確認去過應力的阿爾門試片的曲率穩定性。事實證明這組校驗后的試片的曲率十年以上不會發生變化。
對于某些測量儀器,偏差和偏差變化的檢查相對比較容易,對于另外一些測量儀器則相對比較困難。需要考慮的是這些檢查都是需要花費時間和成本的。某些儀器(例如空氣壓力表)試圖證明設備不存在誤差。對于完全可信賴的儀器可以內置于設備之中,確保準確性。對于關鍵的測試,例如弧高值,需要對偏差進行定期校驗。一個重要的指導原則就是:“校驗試片選取應該盡可能的與工程應用的胡高度相一致”。
變化性
每種測試儀器在使用的時候一般都會顯示不同的值。變化性可以用“方差”進行定量。方差V是測試得出的一系列值的標準偏差σ的平方。由此可得:
方差,V=σ2
理解和使用方差的關鍵點是需要知道以下三個特征:
1-成分方差是可加性的;
2-貢獻方差必須要進行確定;
3-小的標準偏差的貢獻方差可以被忽略。
1-成分方差是可加性的
例如,假設對每盒裝有50片A型阿爾門試片的盒子進行單次測量,得出的方差為11(任意單位)。對其中一盒裝有50片A型阿爾門試片的盒子進行50次重復測試得出的方差為1。那么觀察到的方差為11,測試方差為1。可得:
觀察到的方差=測試方法+質量方法
所以,對于該例子:
11=1+質量方差
因此我們可以推斷出質量方差為10(11-1)。
2-貢獻方差必須要進行確定
例如,對一個阿爾門試片質量的方差產生影響的因素有長度、寬度、厚度和鋼的密度。沒有其他的因素(比如硬度)對阿爾門試片的質量可以產生影響了。例如,如果長度、寬度和鋼的密度對于阿爾門試片質量的方差貢獻分別都是1,那么可以得到:
10=1+1+1+Thickness variance
從上式中我們可以得到厚度的方差一定是7(10-1-1-1)。
3-小的標準偏差的貢獻方差可以被忽略
這是非常重要的一點,但是經常會被忽視。例如,對于一個給定的一批阿爾門試片,觀察到的長度、寬度和鋼的密度的標準差(不是方差)分別是1,觀察到的質量標準差是10。把這些數據代入方差的公式中,可以得到:
100=1+1+1+97(厚度的方差)
這意味著97%所觀察到的變化性都是由厚度貢獻的,所以長度、寬度和鋼的密度的方差可以被忽視了(無關緊要)。
測試方差
當測試儀器對一個樣品進行多次重復的測試得出不同的結果時,那么測試方差就出現了。例如,當同一個噴丸過的阿爾門試片多次測試后,用一個高精度的阿爾門測具進行測試得出的弧高值可能只是稍微有所不同。造成測試方差的原因是可以識別的,通常是由操作者和儀器因素共同造成的。著名的儀器制造商通常嘗試中和掉測量方差。但是每次測試情況可能都有不同,這使得上面的想法比較難以實現。
抵消測試方差的標準方法就是把在同一個試片上重復測試的結果進行平均。如果兩次成功測試出的結果是一致的,那么可以推斷幾乎沒有明顯的方差,最終的結果可以通過自運算進行平均。如果兩次成功測試出的結果不一致,那么就需要采取更進一步的行動了。如果差異只有一個儀器單元,可以采取的平均的方法或采取第三次的測量。如果進行第三次測量之后,兩次的測量結果一致,另外一次的測量結果的偏差量為一個可測的數,那么兩個相同測試的值是可以接受的。
參數方差
每一種噴丸參數都會發生變化。例如,圖5說明了凹坑尺寸的不一致性。不同的參數變化的方式也不同。例如,鋼切丸直徑的變化與鑄鋼丸相比是非常不同的。參數變化的方式影響著需要怎么去測試和控制它。

圖5. 凹坑尺寸的變化性
方差技術的應用
對變化性的處理控制需要對參數進行定量的測試。標準差和方差可以進行自動計算,例如使用Excel。
對于參數變化性的研究包含了一些其他的定義的術語。其中包括:
總體-這是可數可測量對象的總數。一包50公斤的1110鋼丸可能要包含兩億五千萬個丸粒。總的尺寸數為兩億五千萬個。如果一個尺寸用十秒鐘去測量,那么需要80年才能把所有的尺寸統計完。那么這就需要選擇一個具有代表性的樣品進行測試。
樣品-為可充分代表總體特征的樣品的數量。樣品的數量是根據研究對象的變化性和單個測試的難易程度而定的。如果研究對象的變化性越大,那么所需的樣品數量就越多。
參數分布-對于一個特定的樣品進行測試的結果可能會有不同的分布方式。一種經常遇到的分布方式是“正態分布”,具有貝殼的形狀。
范圍和平均值-范圍是測量結果最大值和最小值之間的差。平均值是所有測量結果的綜合除以測試的數目。
以下的這個例子說明了變化性技術是怎么應用和分析的。
實例研究一:
兩盒各裝有50個A型阿爾門試片的盒子的變化性
在本實例研究中,用到了兩個沒有打開包裝的A型阿爾門試片,A盒子和B盒子。研究對象為:(a)尺寸分布的類型;(b)計算和對比阿爾門試片的變化性;(c)影響尺寸變化的最重要的因素。
可用的測量儀器為千分尺、數字千分表和數字稱重天平。
最簡單的測量是用數字稱重天平對質量進行測試。在精度為1g最大稱重質量為1000g的天平上分別對兩個盒子進行稱重,得出的結果是A盒子和B盒子的質量都是725g。可以計算出每個試片的質量為14.5g(725g/50)。對A盒子中的每個阿爾門試片在精度為0.01g最大稱重質量為50g的天平上稱重一次,對B盒子的每個試片稱重兩次(W1和W2)。
Excel是一個很強大的分析工具。對于50組、每組3個的測試按照降序進行排列,可以反映出每組的最大值和最小值,進而可以得到范圍區間。同時也給出了平均值和每組的總重量。在Excel中選中每組的50個數值,點擊“公式”,“更多功能”,“統計”然后選擇“標準差”,最終可以得到每組的標準差。表2給出了采用Excel計算出來的結果。在這個表中只顯示了每50個數值中的10個數值(最小的5組和最大的5組),如圖2所示。
表2 阿爾門試片質量的分析測試
試片編號 | 盒子A | 盒子B-W1 | 盒子B-W2 |
1 | 14.39 | 14.39 | 14.39 |
2 | 14.43 | 14.39 | 14.40 |
3 | 14.43 | 14.40 | 14.40 |
4 | 14.43 | 14.42 | 14.41 |
5 | 14.44 | 14.43 | 14.43 |
etc | etc | etc | etc |
46 | 14.50 | 14.50 | 14.50 |
47 | 14.50 | 14.50 | 14.50 |
48 | 14.50 | 14.51 | 14.51 |
49 | 14.50 | 14.51 | 14.51 |
50 | 14.51 | 14.51 | 14.52 |
范圍 | 14.39-14.51 | 14.39-14.51 | 14.39-14.52 |
平均值 | 14.469 | 14.463 | 14.462 |
標準差 | 0.0246 | 0.0277 | 0.0277 |
總和 | 723.47 | 723.16 | 723.16 723.12 |
采用Excel對尺寸分布以柱狀圖的形式表示出來,圖6顯示了A盒子測量結果的柱狀圖。B盒子測量結果的柱狀圖的形狀與A盒子一致。
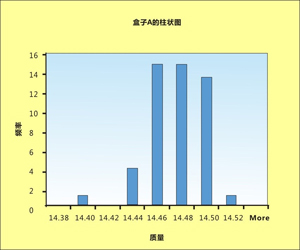
圖6. 對包含50個A型阿爾門試片的A盒子進行質量測試測柱狀圖
圖6顯示出來的質量分布的特征與“正態分布”非常類似。正態分布是非常常見的,其公式可以表達為:
p=exp?[-(x-μ)2/(2σ2) ]/[(2πσ2 )0.5 ]
其中p為幾率,x為參數值,μ為平均值,σ為標準差(注意方差為σ2)。圖7顯示了A盒子的數值(如表2所示)的隨機正態分布圖,其中μ=14.469,σ=0.0246。
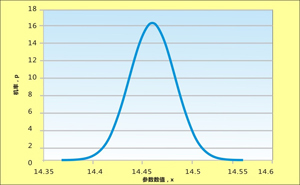
圖7 A盒子參數的正態分布
單個阿爾門試片的質量為其體積乘以密度。矩形試片的體積為長度乘以寬度乘以厚度。這意味著總共有四個因素(長度、寬度、厚度和密度)可能會對試片質量的變化性產生影響。其中三個因素(長度、寬度和密度)的標準差都非常的小,可以忽略。之所以說厚度是對質量的變化性產生最大的影響,是因為選擇最輕的和最重的的試片,然后仔細地測量其長度、寬度和厚度。對于A盒子中的試片,最重和最輕的試片的長度和寬度相同,分別為76.17mm和18.97mm(均是7次測量的平均值的結果)。最輕的試片的質量為14.39g,厚度為1.281mm,最重的試片的質量為14.51g,厚度為1.295mm(同樣均是7次測量的平均值的結果)。兩個試片均用質量除以體積得出的密度都是7.76。因此有著明顯變化性的就是試片的厚度。
觀察到的阿爾門試片的厚度的最大差異為1.01%。厚度的差異將會影響噴丸后的阿爾門試片的弧高值。已經建立起來的公式證明弧高值和試片厚度的平方成反比。因此1.01%厚度的增加將會使弧高值減小1.02%(1.012),例如從9.76減小到9.57。但是這種厚度差異性對噴丸強度的計算影響很小,因為做飽和曲線選取的試片剛好為最厚和最薄的可能性比較小。
不精確性和變化性的處理
總共有四個獨立的因素要分別予以考慮:儀器的精度、儀器的偏差、測量的變化性和參數的變化性。
儀器的精度
這是處理起來最簡單的因素,因為精度的水平是使用的設備已經設定好了的。購買設備時要保證所提供的精度水平要合適。精度僅僅是測試準確性的一部分。
儀器的偏差
對儀器偏差的處理要基于相關標準是否可行性以及是否相關的方法具有可操作性。每種儀器都會有不同的問題,所以不能對解決方法一概而論。例如,對于稱重天平,相關的標準是可行的并且實施起來比較容易。然而空氣壓力表和阿爾門測具的問題可能更為復雜一些。接下來將會介紹一個實例并說明已知的阿爾門弧高值的測試問題是怎么被解決的。
測量的變化性
解決測量變化性的標準方法就是多次重復測量然后取平均值。
參數的變化性
參數的變化性是不可避免的,但是可以通過足夠多的測試進行量化,這在實例1中已經進行了說明。
實例研究二:
阿爾門測具測試的參考標準
與阿爾門測具配套的校驗塊通常用來對測具進行校零(用平的一側),還可以檢查測具的讀數(用有弧度的一側)。但這并沒有對噴丸后的弧高值的測量提供一個參考標準。噴丸后的阿爾門試片具有雙曲線特征并且其與測具的接觸點和校驗塊相比是不同的。
噴丸后阿爾門試片的參考標準是采用一系列穩定的阿爾門試片。之前的研究證明,殘余應力和塑性變形對噴丸后試片的曲率的貢獻各占了一半。殘余應力的貢獻是不穩定的,因為噴丸后的試片會慢慢地發生“自退火”的現象,然而與此相比塑性變形的貢獻則是永久不變的。實驗證明噴丸后的試片在室溫下保存十年后其弧高值僅降低1%或2%。時間再往后,就檢測不到試片的弧高度會降低了。對試片的“穩定化”處理為低溫退火,這種工藝比在室溫下存放十年更為有效。穩定化后的一組試片的弧高值不會發生變化,因此可以謹慎地作為參考標準進行使用。圖8說明了使用一組十個噴丸后的阿爾門試片作為穩定的標準。
如果對一個新的或者剛計量后的阿爾門測具進行校驗,則需對一組穩定后的阿爾門試片進行多次測試,理論上多次測試的結果應該不會發生變化。然后對測試結果繪制飽和曲線并可以得到唯一的一個噴丸強度H,得到相應的飽和時間為T。那么每個穩定后的阿爾門試片測量的弧高值和后續得到的H和T,就可以作為校驗阿爾門測具的參考標準。
討論和結論
在每個工程行業,測試必然會產生一定程度上的不精確性和變化性,因此需要在相應的標準中規定公差帶。對于不精確性和變化性的處理需要花費時間和金錢。一個合理的處理方案一定是節約成本的。一個優化的解決方案取決于所需處理問題的性質。本篇文章已經介紹了一些檢測技術,但是目的是想說明一個非常寬廣的主題。需要特別說明的是用計算機軟件和程序可以很容易地得出平均值、范圍和一組測試值的變化性。對測試結果分布的特征的研究經常是理論比實踐的興趣要大一點。
如果不精確性被檢測到,那么對參考標準的規律使用是很有必要的。盲目地信任儀器測量結果是錯誤的。測量結果的變化性可以通過重復測量計算出來。
有時可能會誤解變化性的附加特性。變化性僅僅在出現的時候才有意義。例如,如果在繪制飽和曲線時,用六個不同批次的六個試片,六個不同的操作者在六個不同的阿爾門測具上進行測試,那么這就顯得很不可思議了。另一方面,一組穩定后的試片可以保證阿爾門測具能夠得出可以信賴的測試結果。
精確性的一個沉默的敵人是長期的變化性。一個相關的例子就是阿爾門測具上的定位球的磨損。因此定期的更新和計量就很有必要了。可以用做參考的試片對定位球的磨損進行監控和記錄。比較好的方法就是把相應的讀數錄入可以監控持續(或突然)變化的計算機程序中。


