歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


引 言
噴丸后的零件會在表面產生一層“神奇的皮膚”,這層皮膚包含了宏觀的殘余壓應力。該皮膚的厚度主要取決于所使用丸料的尺寸。皮膚中殘余壓應力的水平是所噴零件的屈服強度乘以較大百分比。殘余應力和外加應力可以互相抵消,所以表層的殘余壓應力可以抵消外加的拉應力。因此噴丸可以降低表面的拉應力水平,進而提高零件的性能。
只要在零件上產生不均勻的塑性變形,殘余應力就會產生。噴丸就是在零件上產生不均勻塑性變形的首要工藝。噴丸所產生的表層塑性延伸的變形層就是由許多擴張的凹坑所組成的。就是由于這種延伸變形所以會在零件表面上產生殘余壓應力。噴丸之所以能夠在零件表面上產生劇烈的變形但同時不產生裂紋,是因為變形的同時產生了圍壓壓縮的作用。金子的延展性為40%,但是其可以被捶打相當薄一至到幾乎為透明的程度。此時金箔中蘊含的能量非常大,其熔點應為1064℃,但是卻可以在一個人的手中融化掉。
噴丸后零件表面出現殘余壓應力的原因
“殘余應力法則”可以描述為:
殘余應力的符號(+或-)與產生殘余應力的非均勻變形的符號(+或-)是相反的。
一般情況下,“+”代表拉應力和拉伸變形,相反地“-”代表壓應力和壓縮變形。噴丸會在零件表面上產生拉伸塑性變形,所以在表面一定會留下殘余壓縮彈性應力。
圖1是把噴丸產生的殘余應力的發展過程用簡化和宏觀的方式表達出來。矩形塊的上下表面都進行了均勻的噴丸。如果表面噴丸層可以相對于內部材料進行自由地移動,那么我們可以得到一個稍微變大的表面層,如圖1(a)所示。但是,在實際中表面噴丸層是不能獨立地移動的。內部材料的約束力會使表面噴丸層產生向內推,進而在上下兩個表面噴丸層產生殘余壓應力。每個表面層均有一個相應的壓縮力F,那么就需要在矩形塊的內部產生一個拉伸力2F與之相平衡,如圖1(b)所示。
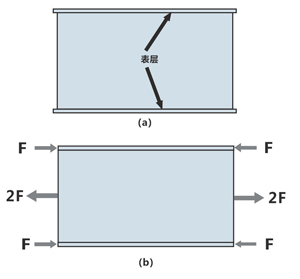
圖1 約束噴丸產生的表面拉伸塑性延伸變形的力學模型
噴丸表面的膨脹是由許多個丸粒造成的凹坑的疊加。每個凹坑均會使一些表層材料推出其原始位置,如圖2所示。凹坑處的材料均會沿著平行零件表面的方向產生一個凈拉伸運動并離開凹坑的中心位置。
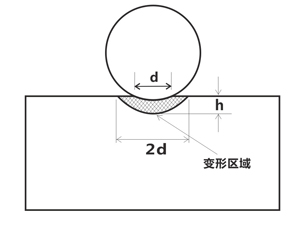
圖2 丸粒造成的凹坑的模型
每個凹坑的形成過程都會產生一個經典的裝載和卸載循環,進而產生一個包含殘余壓縮彈性應變的塑性變形區域。在丸粒沖擊零件表面的過程中,開始時接觸應力為零,如圖3所示。隨后應力會一致彈性增加直到達到其屈服強度,圖3中的A點。表面材料隨后發生塑性變形直到丸料開始準備回彈(B點)。在回彈的過程中,表面材料會發生彈性松弛直到應力為零(C點)。
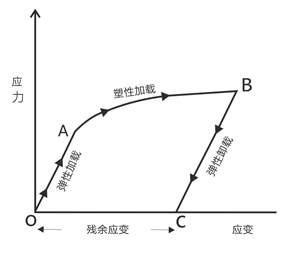
圖3 一個噴丸凹坑產生過程中的簡化應力-應變圖
初始應變和最終應變之間的差異就是殘余應變,殘余應變乘上彈性模量后就得到了局部的殘余壓應力。局部的殘余應力沿著每個凹坑中心線會發生變化。這種變化一定是平滑的,因為應力水平的突然中斷在物理學上是不可能的。
圖4表示了一個獨立的噴丸凹坑和殘余應力的邏輯關系。我們把圖2中的變形區域簡化成一個圓盤。我們假設把圓盤從表面取下來,進行塑性拉伸后再放回表面。那么這時就需要一個平行于表面的壓縮應力把膨脹的圓盤進行壓縮。一旦把圓盤放回表面中,圓盤材料會對A和B產生一個壓力。這種壓力會使得圓盤發生輕微膨脹,膨脹至圖4中的虛線位置,但是此時仍然為彈性壓縮作用。這種膨脹意味著壓縮應力同樣會在A處的左邊和B處的右邊出現。在圓盤下面C處到D處的材料會產生一個輕微的延伸過程,進而在該區域產生一個與之平衡的拉應力。
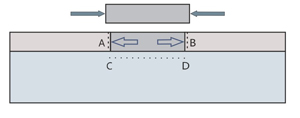
圖4 一個獨立的噴丸凹坑的受力模型
有兩個重要的問題就是“在一個凹坑的區域,殘余應力是如何發生變化的?”以及“一個凹坑的應力是如何與其相鄰的凹坑發生交互作用的?”。普遍接受的觀點就是在每個凹坑的區域均會存在一個表面殘余壓應力區域且該壓應力一定是連續變化的(而非突然變化)。圖5顯示了一種表示殘余應力區域的方法,一個凹坑的區域在A處,一組凹坑的區域在B處。
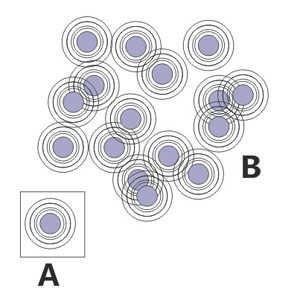
圖5 在噴丸凹坑周圍的壓應力區域
假設平行于表面的凹坑周圍的壓應力沿著中心線是一個正態分布,如圖6所示。對于應力和距離使用任意的單位。在圖6中,進一步假設殘余應力的“延伸”(標準差)等于凹坑的半徑。
正態分布的公式為:
y = exp(-(x - μ)2/2σ2)/√(2πσ) (1)
式中:y表示殘余應力,x表示沿著噴丸表面的距離,μ表示凹坑中心的位置,σ表示標準差(延伸)。
把μ=5和σ=1代入到式(1)中,就可以得到一個凹坑區域的應力分布曲線,如圖6所示。
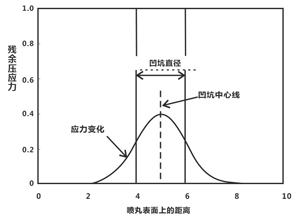
圖6 一個凹坑的表面殘余應力分布
如果兩個凹坑的距離非常近,那么其中一個凹坑的殘余壓應力將會顯著地影響另外一個凹坑的應力。圖7顯示了不同凹坑的應力是如何相互疊加的,假設每個凹坑都具有相同的直徑D。把兩個不同的μ值代入到公式(1)中并進行相加,即得到圖7中的曲線。注意1.5D的距離表示兩個凹坑中心的距離。如果兩個凹坑中心的距離為3D時,殘余壓應力場沒有發生明顯的疊加。
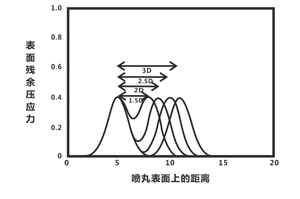
圖7 噴丸凹坑的殘余應力疊加的效果
在實際的噴丸中一般會用到比較高的覆蓋率,那么同一區域會發生多重重疊,殘余壓應力場也會得到加強。這意味著我們可以獲得一個連續的表面壓應力層。噴丸產生的冷作硬化意味著隨著噴丸的進行,壓應力水平會逐漸升高,但最終會達到一個穩定值。
噴丸層的殘余壓應力水平和壓應力層深度是兩個重要的指標。無數次的測試結果表明表面噴丸層的殘余壓應力水平大概為Y/2,其中Y表示受噴材料的屈服強度。Y并不是一個常數,它取決于噴丸的力度,一般情況下會超過資料上的最終拉伸強度(通過退火試片進行拉伸測試獲得)。表面壓應力層的深度主要取決于丸料的尺寸,同時也取決于噴丸的力度。不管對于何種丸料,隨著噴丸的進行,表面壓應力層會變得更深,殘余應力水平會變得更高。隨著噴丸覆蓋率的持續增加,應力層深度和水平的增加速率會快速下降。我們應該避免一個誤區,就是通過額外地增加覆蓋率的方式獲得更高的殘余壓應力水平和層深。之所以說這是個誤區主要基于以下兩點:(1)過多的噴丸會破壞材料的延展性,進而會發生產生裂紋的風險;(b)發生嚴重冷作硬化的金屬的熱動性能會變得非常不穩定,這會增加發生自激性應力釋放的可能性。
圖1中存在表面力的力F可以簡單地由平均殘余壓應力σ乘以表面噴丸層的橫截面積。殘余應力在層深方向會發生變化,如圖8所示。壓應力的最大值沒有發生在噴丸零件的表面上。這主要是因為在機械變形理論中,末端的表面是“自由狀態的”。
最大的殘余壓應力出現在表面的塑性變形層中。在大約塑性變形深度的末端,殘余應力會變為零。在次表層一定會存在拉應力場與表面壓應力場相平衡。拉應力的水平取決于噴丸變形層的橫截面積與次表層的面積的比值。
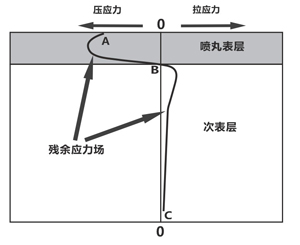
圖8 AB段中的表面變形層的殘余壓應力場和與之平衡的BC段拉應力場
結論:
噴丸會在零件表面引入高水平的殘余壓應力。該殘余壓應力是由許多個凹坑的應力場疊加的結果。殘余壓應力場的深度與凹坑直徑的長度相似。較高的殘余壓應力甚至會在兩個凹坑之間出現。凹坑重疊的程度和應力水平取決于每個凹坑的應力場的延伸程度。這種延伸程度可以通過試驗的方法直接測試,也可以通過間接地測試低覆蓋率水平的零件性能。由于噴丸可以施加一個流體靜力的可壓縮的零件上,因此通過在一個表面區域上進行重復變形可以產生非常高水平的冷作硬化效果。殘余應力水平大約為表面變形層的屈服強度的一半。一定要避免過多的噴丸,因為這可以損害零件的延展性并使零件產生自行退火的傾向。


