歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


引 言
噴丸工程師一般都會面對磨損的問題。每一粒丸料和所有的噴丸設備都會或多或少地受到磨損。一個普遍的例子就是丸料在擊打零件后受到了磨損。另一個例子就是Jack Plaster說過的“拋丸設備可能是所有現代化設備中最具有自我破壞特征的設備”。大量的堅硬丸料噴打在沒有任何潤滑的零件表面上,因此產生了極其嚴重的磨損問題。在一定程度上,丸料就像花椒,而拋丸設備就像一個巨大的胡椒磨,把丸料磨成了胡椒粉。
在本文中,我們使用拋丸設備和擊打的丸料來解釋噴丸工程師們經常遇到的磨損機理。這些機理稱為“粘著磨損”和“磨料磨損”。這兩種磨損機理都會遇到“兩物體”和“三物體”的情況,如圖1所示。
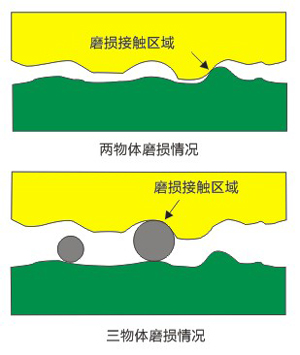
圖1 兩物體和三物體的磨損情況
本篇文章同時也說明了應該如何選擇合適的材料和進行合理的零部件設計來減少磨損率。同時,本文也對如何來優化拋丸設備的設計進行了一些說明。
對于每一個噴丸設備中的零件,有這么一個諺語都會適合,就是“一招鮮,吃遍天”。
磨損僅會發生在兩個物體接觸并產生相互運動的情況。磨損率是受到接觸壓力和相互運動速度的影響。
可以用一個簡單的例子來說明壓力和速度對磨損的影響。如果用砂紙對一個舊的以及生銹的阿爾門試片進行摩擦,我們都知道使用的力氣越大,摩擦的速度越快,拋光的效果越好。如果想把兩個鐵棒在摩擦的過程中差生火花,就需要摩擦的速度非常快。古老的鉆木取火的技術,就是使用尖銳的木棒在木塊上采用弓弦進行快速的旋轉來產生高壓力和高速度進而產生高熱量,最終生成了火。
粘著磨損
就如其名字的意義一樣,粘著磨損發生在兩個物體表面互相接觸時。這種磨損也經常被叫做“擦傷”兩物體粘著后會在兩個表面上發生微焊接的作用。剛接觸時兩個金屬表面互相施壓,在接觸點上形成了微焊接。“剛接觸”意味著表面已經完全沒有了氧化保護。兩個表面的相對運動會把粘著部位的微小接觸點去除,從而造成了磨損。圖2說明了微焊接以及后續的材料去除過程。本段采用了 材料接觸時的狀態來說明了粘著磨損的初始發生過程。
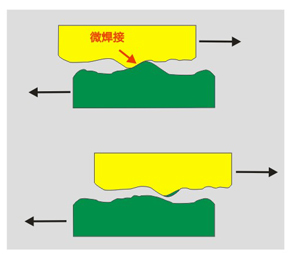
圖2 微焊接的形成以及后續的材料去除過程
凹坑的形成
所有的非貴金屬在暴露在空氣中時都會在表面形成氧化保護層。如果該保護層受到破壞,那么大氣中的氧氣將會快速的進行修復。需要指出的是,氧化層一般是非常脆的。當一個丸粒擊打零件時,丸粒將會發生彈性變形。該彈性變形足以打碎丸粒表面的氧化層。當零件表面產生一個凹坑時,凹坑的表面會發生彈性和塑性伸展。這種伸展同樣會打碎零件的氧化層。舉一個典型例子,一個凹坑的直徑是其深度的十倍,那么其伸展率為3%。這就極大地超過了氧化層本身的延展性。圖3說明了上面例子中的伸展過程。ABC弧線的長度與原始的AC直線相比伸長了3%。
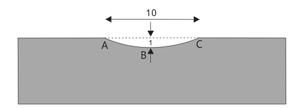
圖3 典型的凹坑的尺寸
氧是無法達到丸粒和零件的接觸表面的。因此一共有兩個接觸表面互相施壓以及互相運動。在噴丸的過程中,大量的微焊接就因此形成了并導致材料的去除。結果,粘合磨損就一定會出現。從微觀上來看,粘合過程提升了凹坑的拋光外觀效果。
粘合磨損的敏感性
粘合磨損敏感性可以采用金屬表面氧化層的厚度來表征。貴金屬例如金有著最薄的氧化層(單層),但是幾乎都不進行噴丸。一些金屬例如鋁和鉻也有著非常薄的氧化層,薄到半透明的狀態。鋁合金和不銹鋼同樣也有非常薄的氧化層。已經得到證實的是,鋁合金、不銹鋼和金都非常容易發生粘合磨損。金箔以在被捶打過程中發生的“冷焊”現象而被持續使用了幾千年。
磨料磨損
磨料磨損主要發生在當一個較硬的材料摩擦一個較軟的材料時。金剛砂紙所含的顆粒比金屬要硬,因此它可以用來去除金屬上的銹,這種磨損是兩物體磨損。冶金家采用金剛石拋光輪來產生超光滑的表面,這種磨損為三物體磨損。兩物體和三物體磨損均發生在噴丸過程中。
磨料磨損主要發生在當一個堅硬物體的粗糙表面擊打一個較軟物體的粗糙度表面時,如圖4所示。當一個堅硬物體的粗糙表面擊打一個較軟物體的粗糙度表面時,一定會有材料被去除掉。在這個例子中,較軟物體表面的粗糙面會被工作硬化直到被打碎。
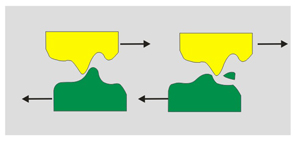
圖4 兩物體的磨料磨損
減少磨損的方法
材料選擇和零件設計是減少磨損的兩個主要因素。
材料選擇
在材料的選擇方面受益于耐磨材料的巨大發展。目前可選擇的材料非常多,因此選擇的過程就簡化多了。一般情況下,人們會把硬度作為抗磨損的評價指標,這是因為硬度越高,抗磨損能力越強。這種假設只是在具有相似微觀結構的材料上才能成立。
圖5采用圖示的方法說明了了兩種抗磨損合金具有相同的硬度,但是其微觀結果卻不相同的現象。單相材料的每個晶粒的硬度都相似。而雙相材料是非常硬的顆粒嵌入到較軟基體上,一個微觀壓痕只能測試其平均的硬度。因此,單相和雙相這兩種材料可能具有相同的硬度測試結果。一種常見的兩相抗磨損的材料就是在鈷基材料中嵌入碳化鎢顆粒。這種材料與具有同樣微觀硬度的鋼鐵相比,其抗磨損能力更強。需要說明的是,微觀硬度壓頭是可以區分兩相材料中不同顆粒的硬度的。
僅通過微觀硬度值來選擇抗磨損材料是不推薦的。一定也要考慮到材料的微觀結構。但是,如果兩種材料具有相似的微觀結構,那么很有可能較硬的材料的抗磨損能力更強。
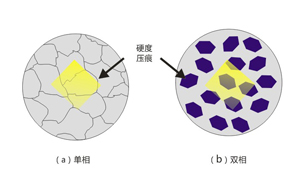
圖5 單相結構和雙相結構
零件設計
在磨損環境中的所有零件的設計必須要滿足一定的抗磨損能力。對于供應商和使用方而言,商業上的考慮是最為重要的,一定要找到成本和使用壽命的一個平衡點。例如,如果設計出一個具有無限壽命的零件,那么供應商將很快就沒有任何備件生意了。從另一方面講,如果一個零件需要頻繁的更換,那么使用方的成本就會增加。這方面的一個典型例子就是電燈泡。拋丸設備設計的一個典型問題就是如何減少拋頭中的葉輪受到大量磨損的不利影響。
關于如何減少丸料和葉輪的磨損將在本文中下兩個章節中進行討論。
丸料磨損
丸料是噴丸過程的核心要素。所有類型的丸料在使用過程都會發生磨損。但磨損率又各不相同。因此丸料可以定義為必要消耗品。丸料在磨損過程受到的最明顯的影響就是其直徑會逐漸變小。這個過程如圖6所示。
如果沒有任何的修正措施(定期的補充丸料),那么磨損會最終造成丸料的平均直徑低于規范的要求。如果采取了修正措施(包括配備振動篩網和定期補充丸料),那么丸料的直徑可以一直保持穩定或者周期性的穩定。采取修正措施后的丸料尺寸波動如圖6所示。
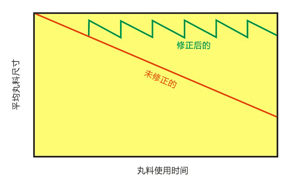
圖6 磨損對未修正丸料(不補充丸料)以及修正后的丸料(定期補充丸料)的尺寸影響
丸料磨損的機理是基于氧化層的粉碎以及和零件產生了黏附作用。氧化層的粉碎產生粉塵,而這種粉塵是一定要清除掉的。黏附作用主要取決于丸料和零件的相對化學成分。如果丸料的磨損率越高,那么采取相應的修正措施的頻率越高。因此,具有低磨損率的丸料具有很大的優勢。
丸料的抗磨損能力僅是選擇丸料的眾多因素之一。碳鋼丸具有鑄鋼丸、鋼切丸和滲碳丸幾種。合金鋼包括不銹鋼和高錳鋼。高錳鋼以其優異的抗磨損性能而聞名。
丸料的磨損可以定義為使用過程中丸料質量的逐漸下降。丸料質量的逐漸下降又是和丸料體積的逐漸下降有關,因此是和丸料的直徑逐漸下降有關。目前還沒有任何與丸料磨損直接相關的測試標準或規范。
在J445標準中包含了三個不同的評定丸料耐用性的方法。第一種方法就是首先稱取100g的丸料樣品并使用該樣品進行噴丸。運行一定周期之后(比如500圈),把樣品取出并在一定標準尺寸的篩網上進行篩分,然后對留在篩網上的丸料進行稱重。對篩網上留存的丸料重量和運行的圈數進行繪圖。當超過95%的100g原始丸料被篩分出去之后,整個循環試驗結束。圖7為相應試驗的數據。
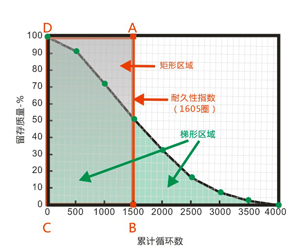
圖7 改版后的J445標準的圖1
在圖7中繪制的曲線下方的綠色區域是用規定的梯形方法決定的。該區域被1605圈對應的直線AB隔成兩部分。圖7中的矩形ABCD的面積與綠色區域的面積相同。矩形的水平邊CB的長度為1605圈,J445把該累計的循環次數就被定義為評價丸料耐用性的指標,該值越大,丸料的耐用性越強。
J445標準中的丸料耐用性測試可以修正為丸料磨損率的直接表征方式。圖8為根據圖7中J445標準的數據繪制的曲線。當丸料質量的損失為50%時,可以假定篩網上留存丸料的數量和原始樣品相同。對于球形顆粒而言,50%的質量損失意味著平均直徑僅減少了20%。假設原始樣品為S660的丸料,其平均直徑為0.066英寸,因此循環到1500圈時,丸料平均直徑減少了0.0132英寸。把直徑的減少量除以循環圈數,就可以得到一個直接的磨損率的參數。在這個例子中,磨損率就是0.0132英寸除以1500圈得到8.8×10-6英寸每圈(224×10-6mm每圈)。
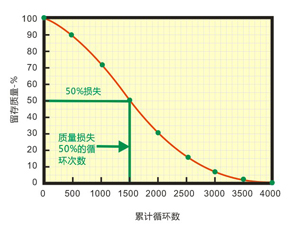
圖8 采用J445標準中圖1的數據推算質量損失為50%時的循環圈數
零件設計
本段落僅在理論層面進行分析如何改進零件設計來減少磨損。以容易磨損的拋頭為例進行討論。圖9顯示了傳統拋頭的結構組成。
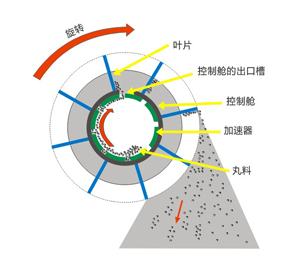
圖9 一種典型的離心拋頭的結構示意圖
在拋頭中會形成很高的壓力以及速度。加速器和葉片通常具有相同的旋轉速度。例如,如果葉片的頂端在轉速60圈/秒的轉速下掃過的周長為1.0m,那么丸料被甩出去的速度至少能夠達到60ms-1。在同樣的例子中,如果加速器掃過的周長為1/3米(直徑為53mm),那么丸料進入控制艙的速度達到了20ms-1。丸料以770倍的重力加速度帶入到加速器和控制艙的界面上!770倍重力加速度的來源為圓周速度的平方除以旋轉直徑,即[(20ms-1)2/0.053m=7540m.s-2=770g,其中g=9.8m.s-2]。
當丸料沿著葉片進行移動時,將會發生拋頭的兩物體磨損,其中丸料為第一物體,葉片為第二物體。另外一個例子就是當丸料擊打零件時,會在零件表面形成凹坑。發生三物體磨損的一個例子就是當丸料被卡在圖9的加速器和控制艙之間時。
隨著壓力和移動速度的增加,磨損率會增加。減少磨損率的一個方法就是減少加速器的直徑,因此也可以減少丸料的移動速度和離心力。但是,這種方法也會帶來幾個問題。其中一個就是葉片的長度一定會占據整個拋頭直徑的一大部分。長的葉片將會使甩出去的丸流產生一個相對較大的伸展角。另外一個問題就是丸料通過控制艙的出口會更加的困難,這主要是因為把丸料推出控制艙的離心力降低了,同時也因為出口槽占據了控制艙的更多的部分。不受丸流影響的可調節的葉片最大數量隨著葉片長度的增加會下降。
但是,通過零件設計的優化也可以降低磨損率。設計優化需要在不降低加速器直徑的前提下降低丸料的移動速度。在這里將提供一種改進方法,希望能夠減少磨損率,增加丸流的集中度以及減少零件的數量。
可能的改進措施:
改進措施包括:
(a)不采用分離式的靜態控制艙,取而代之的是每一個葉片對應一個出料口;
(b)使加速器上出口的數量少于葉片的及其出口的數量;
(c)使加速器的旋轉速度高于拋頭的旋轉速度。該速度可以使加速器和出口槽的速率同步,所以它們在圓周上只有在一個點上才能重合。
加速器的旋轉角速度一定要比葉片的高,相應的比例為葉片的數量和加速器出口槽的比值。在圖10中,總共有8個葉片,7個加速器出口槽。因此加速器的旋轉速度應該為葉片的8/7倍。之所以設定這個比例,主要是要使加速器出口和葉片的入口只能在相同和固定的位置上重合,例如圖10中的P點。當拋頭中加速器和葉片的角速度以及出口的數量相同時,這種重合就能實現。
以上所建議的改進措施會帶來一些優勢。最重要的優勢就是在一定的加速器和葉片尺寸的前提下,移動零件的相對表面速度會得到很大的降低。例如,對于具有八個葉片的拋頭,其相對的表面速度可以從35m.s-1降低到5m.s-1。這會使得丸料、加速器和葉片的磨損率大大降低。第二個優勢就是可以使基本的零件(包括加速器、控制艙和葉片)數量減少。這就意味著相應的磨損也會減少。在磨損減少的同時,需要增加葉片和加速器的尺寸,以適應更多的葉片數,也使得丸流更加集中。
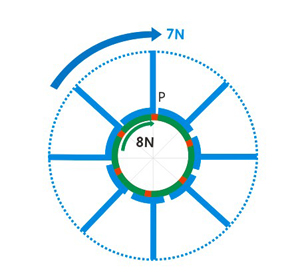
圖10 改進后的具有八個葉片的葉輪
控制艙丸料轉移的機理
丸料在傳統拋頭中的轉移過程分為兩步:(1)丸料必須從加速器出口槽出去以及通過靜態控制艙出口槽移動;(2)丸料必須通過移動的葉片進行收集。采用上述建議的系統,丸料可以直接轉移到葉片上。這兩種丸料的不同的運動方式如圖11和12所示。丸料在出口槽的移動過程包含了“鏈球”和“爆管”的力學效應。當丸料的移動速度在加速器方向上達到900時,這兩種效應都不會發生明顯的作用。
傳統拋頭中的出口槽的寬度一定得是加速器出口槽的幾倍,這樣丸料就更加容易地從加速器轉移到控制艙中。丸料會沿著“無人區”進行移動一直到達移動的葉片表面上。之前出口槽的表面的角度非常尖銳以便于把丸料彈入到葉片表面上。丸料被葉片收集到后會在離心力的作用下沿著葉片移動一直到葉片的頂端。
通過所建議的改進,一旦加速器出口和葉片上的出口重合時,丸料會直接轉移到移動葉片的根部。需要特別指出的是,出口槽的速度要比傳統的要更小。對于“8/7”改進的拋頭,相應的運動速度要比傳統的慢七倍。這就意味著改進后系統的出口槽不需要比加速器的出口寬得多,因為對于丸料等待從出口轉移出去的時間延長了7倍。改進后的丸料轉移與傳統相比目的性更強,更加有序。
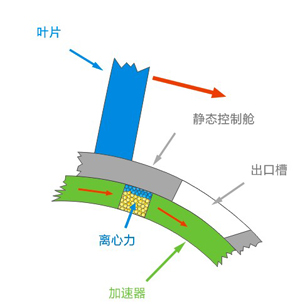
圖11 傳統的出口槽設計
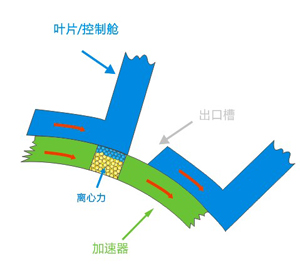
圖12 改進后的出口槽設計
結論
在沒有潤滑的零件之間的磨損是永遠不會消除的,但是可以從材料和零件設計方面把磨損降低到最大化。眾多的研究表明,在一定的接觸力和材料的條件下,接觸速度和磨損率是成線性正比的。要改進任何的噴拋丸設備,減少磨損,需要對磨損的機理有基本的認識。
在目前的規范和標準中還沒有明確規定丸料的磨損率。在關于丸料耐用性方面的升版后的J445標準中給出了直接計算丸料磨損率的方法。為減少磨損,關于丸料的選擇是比較負責的,需要考慮眾多因素。丸料使用者在購買時一定要綜合考慮各個因素。
在本篇文章中的拋頭的優化設計是純粹的學術研究,有可能在實際中進行重新設計。
對于設備制造廠家,提高設備的抗磨損性能是一個永恒不變的目標。這就需要在成本和性能之間尋找一個平衡點。例如,如果只是簡單地購買最便宜的丸料,那么實際的經濟效益肯定很差。而另一個極端的例子就是,如果廠家出售的丸料能夠永久使用,那么這個廠家很快就沒有后續的訂單了。


