歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


引 言
獲得合格的噴丸強度曲線是開發噴丸工藝最基本的條件。令人滿意的噴丸強度曲線可以實現以下目標:
1.計算出在合格范圍內的噴丸強度;
2.幫助尋找零件達到要求覆蓋率所需的時間;
3.通過規定的時間得出的弧高值的穩定性表征噴丸強度的穩定性。
要實現以上三個目標,需要了解合格的噴丸強度曲線的組成因素。關于第一個目標的記錄比較多,但是其它兩個經常會被忽視。舉一個比較極端的例子,如圖1所示。這個例子可以普遍地被認為是不合格的噴丸強度曲線。出現這種數據并不是不可能。圖1的曲線包含了一個“預彎曲”值為25μm的未噴丸的數據(第一個數據)以及四個由急劇下降的空氣壓力噴出來的四個試片的數據。
圖1中的曲線為“最佳擬合”曲線。該曲線是通過規劃求解的程序獲得的,同時該曲線也是有理函數。但是該曲線是不合格的,因為它的形狀和由穩定的丸流噴丸得出來的噴丸強度曲線差異較大。如果想使用這種數據得出來形狀更為合適的曲線,一般情況下都會以失敗告終。
有一點是非常清楚的,就是:
數據應該被擬合成合適的曲線。
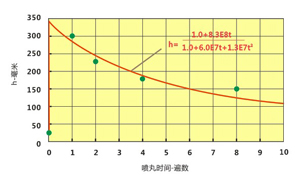
圖1. 不合格的噴丸強度曲線,表明噴丸束流不穩定
1.計算出在合格范圍的噴丸強度。
有幾個因素影響了一個噴丸強度曲線是否合格。這些因素包括預彎曲、曲線形狀以及曲線擬合程序。
預彎曲
并不是每一個阿爾門試片的平面度都為零。在噴丸之前測試阿爾門試片平面度的方法為“預彎曲”的方法。一般情況下,噴丸工程師在繪制噴丸強度曲線時都不會忽略預彎曲值。使用預彎曲值與否,同一組阿爾門試片,我們會得到兩個不同的飽和曲線(即噴丸強度曲線,下同)。一種曲線表示“測試后的弧高值隨噴丸時間的變化”,另一種曲線表示“弧高值的變化隨噴丸時間的變化”。兩者的差異如圖2所示。
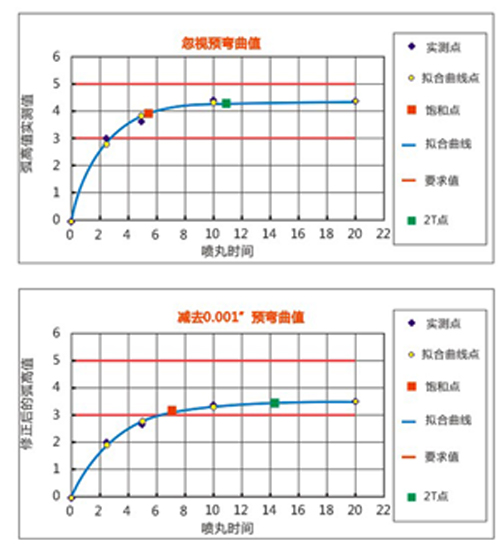
圖2. 采用SAE中No.2的數據繪制的飽和強度曲線-忽視預彎曲值以及考慮了
0.001”的預彎曲值
為了說明和量化預彎曲值對繪制飽和強度曲線的影響,假設圖2中的預彎曲值為0.001英寸。假設上面的噴丸。強度曲線的每個弧高值的預彎曲值都為零。采用EXPP2P的規劃求解軟件,通過上面的曲線得出的噴丸強度為3.94,對應的飽和時間T=5.48。而通過下面的曲線得出的噴丸強度為9.09,對應的飽和時間T=7.19。通過上例可以得出“預彎曲值”對噴丸強度計算的影響。在一些規范中,比如J443,就要求一定要使用預彎曲的方法。
目前普遍被大家接受的是假設每一個噴丸強度曲線均通過原始的零點(0,0)。這種假設是非常有用的,因為這可以為繪制曲線多增加一個點,更有利于繪制出合適的噴丸強度曲線。
在實際中,當面對預彎曲問題時可能會采用以下幾種方法:
1.完全忽視預彎曲值并假設其為零。
2.在噴丸前測試每個阿爾門試片的預彎曲值,并用噴丸后的弧高值減去預彎曲值。
3.阿爾門試片制造商已經測試了試片的預彎曲值,用噴丸后的弧高值減去該預彎曲值。
4.采用高質量的阿爾門試片,阿爾門試片制造商承諾其試片的預彎曲值非常的小,可以忽略不計,即假設預彎曲值為零。
以上幾種方法在一定程度上取決于噴丸工作的要求的嚴格程度(低標準或高標準)以及噴丸工程師的態度。
擬合的噴丸強度曲線的合格形狀
每個曲線都有相應的公式來定義其形狀。噴丸強度曲線的合格形狀及其對應的公式應滿足以下要求:
C1 曲線應該通過圖中的(0,0)點;
C2 曲線上的弧高值在初始階段的增長速度非常快,幾乎是線性的。隨著時間的推移,弧高值的增長速度越來越慢;
C3 在大量的噴丸后,弧高值的增長率會變小;
C4 對于J2597標準的十組數據,合適的曲線計算出的噴丸強度應該與標準中給出噴丸強度相同。
一個關鍵的問題就是找出能夠表征合格曲線形狀的公式。法國標準委員會采用一個雙參數公式來表征曲線,當然前提是要使用他們的規范。SAE關于電腦曲線擬合的小組委員會采用了另外一種方法。無論采用任何公式對曲線進行擬合,代入SAE J2597中任意一組的數據(如表1所示)得出的噴丸強度與標準中的進行對比在±0.001英寸以內,那么這種擬合的方法就是可行的。SAE J2597標準中表1的數據廣泛代表了噴丸遇到的大部分情況。表中的強度值是四個不同的曲線擬合程序得到的強度值相加除以4。
讀者可以登錄EI公司的網站www.shotpeener.com/learning/solver.php,下載飽和曲線繪制軟件。該網站提供了不同類型的軟件,其中包括:
1.如果原始數據只有四個的話(不包括0,0原點),那么應該選擇兩參數的等式;
2.如果原始數據為6個或6個以上,那么應該選擇三參數的等式,因為其能夠繪制出更為完美的曲線。同樣該等式也適用于5個原始數據的情況,但是需要一個額外的條件,即丸流量需要穩定,這樣才能擬合出比較好的曲線。
表1 SAE J2597標準中用于噴丸強度曲線計算的數據

計算噴丸強度值的程序選擇
除了必須遵守法國標準外,噴丸工程師有很多的飽和曲線繪制軟件可以選擇。只有少數的公司具有其自己內部的軟件,也有其使用的說明。還有一些免費的軟件(例如求解器套件)和商業的軟件可供選擇。求解器套件更傾向于培訓,其會有相關指導說明使用戶學習曲線是如何擬合出來的以及噴丸強度和飽和時間T是如何求解出來的。除此之外,求解器套件也具有很廣的工程應用。
那么一個重要問題來了,“不同的程序使用同樣的一組數據得出來的噴丸強度是不是有差異?”,答案是“會有差異,但是差異非常的小,是可以忽略不計的”。
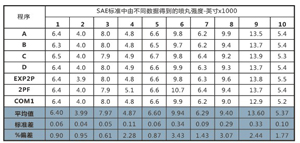
表1中的噴丸強度是采用四個軟件(表2中的A、B、C和D)計算得到的結果平均出來的。表2中還包含了采用求解器套件EXP2P,2PF和商業軟件“COM1”代入SAE J2597表1中的十組數據計算出來的噴丸強度。對于十組數據來說,所有七個軟件均滿足SAE的噴丸強度計算準則。對于每組數據,采用七種軟件計算出來的七個強度值得數據量已經比較充分了,這樣可以使用統計學上的標準差來進行分析了,標準差的數據見表2中的標準差一欄。
表2中的數據是非常令人鼓舞的,因為只要遵守噴丸強度的計算方法,即使使用不同的程序,計算出來的噴丸強度的差異非常的小。標準差的平均百分比只有1.78(“%偏差”為100*標準差/平均值)。需要注意的是,所有十組的SAE數據均可以稱之為“好的數據”。
表2采用不同的程序對SAE標準中數據進行計算得到的噴丸強度匯總
2 飽和時間T的計算
另外一個比較重要的問題是:“當輸入同一組數據,不同的軟件計算出來的飽和時間是相同的嗎?”,答案是“不太相同,雖然差異不大,但差異也是比較明顯的”。
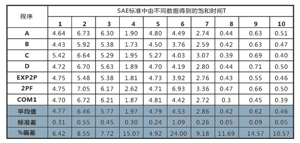
飽和時間T是噴丸強度對應的噴丸時間,能夠間接地反映出來阿爾門試片上的覆蓋率。因此我們就對不同的軟件關于飽和時間的計算方法比較感興趣了。表3是采用表2中的七種軟件對SAE十組數據計算出來的飽和時間T的結果。從表3中可以看出來,飽和時間T比表2中噴丸強度的波動更大。飽和時間T的平均標準差百分比為11.27%,與噴丸強度的1.78%相比要大很多。可以推斷,不同程序計算飽和時間T的方法是互不相同的。
表3 采用不同的程序對SAE標準中數據進行計算得到的飽和時間T
可以推斷表2和表3用到的七個程序包含了雙參數公式且其指數能夠達到一個最大值,EXP2P和2PF程序中的等式是弧高值h隨著噴丸時間t的變化:
EXP2PF h=a[1-exp(-b*t)]
2PF h=a[t/(1-b*t)]
這兩個公式在括號外均有一個字母“a”。括號中包含了第二個參數“b”,可以作為噴丸時間“t”的參數。噴丸強度對應的弧高值H和飽和時間T通過以上兩等式可以得到以下關系:
EXP2PF H=9*a/10@T=2.303/b
2PF H=9*a/11@T=4.5*b
把SAE J2597規范的第二組數據代入以上等式可以得到圖3。使用EXP2P程序對4個數據點進行擬合,可以得到a=4.38,b=0.42。使用2PF程序對4個數據點進行擬合,可以得到a=4.86,b=1.57。把這些數據重新代入EXP2P程序公式中可以得到H=3.94,T=5.48,代入2PF程序公式中可以得到H=3.98,T=7.05。兩種程序得到的噴丸強度差異(0.04×10-3inch)與飽和時間T相比顯得非常的微小。
特殊情況
SAE J443的現行標準是允許“特殊情況”出現的。這種情況一般出現在當使用最少的時間噴丸時,阿爾門試片已經飽和的狀態,即飽和時間小于了最小噴丸時間。圖4顯示了SAE J443中類型Ⅱ的飽和曲線。但是這個曲線并不能令人滿意,關于其強度值是否為唯一以及飽和曲線T的描述比較模糊。
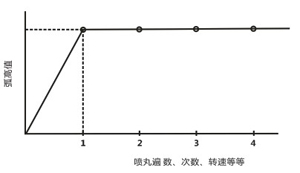
圖4. 在特殊情況下使用的第二類型飽和曲線
飽和曲線的傳統形狀也可以適用于特殊情況。這就需要對SAE J442中的阿爾門固定器的要求進行相應的修改。修改的范圍可以從簡單到復雜。簡單的修改就是把鉆有不同尺寸孔洞的硬化鋼制遮蔽物分布在阿爾門試塊的表面上。不同遮蔽物的將使試片分為不同的區域接受噴丸。復雜的修改就是使阿爾門固定器裝在可調節速度的移動裝置上,裝置受到噴丸后機會移動。該裝置的移動方向是與噴丸束流相反的,速度大小可以是噴丸束流流動速度的不同百分比。通過這種方法可以降低經噴丸束流所擊打的時間。不管采用哪種方法,阿爾門試片經受的噴丸量都會減少。
3 通過規定的時間得出的弧高值的穩定性表征噴丸強度的穩定性。
弧高值的穩定性可以采用“擬合度”分析的方法進行定量分析。“擬合度”指的是實測數據和理論曲線值的接近程度。如果實測數據均落在曲線上,那么這種擬合是完美的。實際上,實測數據和理論曲線值都是有一定的差異的。這種差異采用“剩余誤差”進行表示,即實測數據和理論曲線值的差值。例如,如果實測弧高值為10.8,而理論曲線值為10.881,那么該“剩余誤差”為0.081.表4是根據SAE J2597規范中第八組數據采用2PF程序擬合后的相關數值。其中在“修正值”一欄進行了高亮處理,顯示了正或負的“剩余誤差”分布情況
表4實測值與采用2PF方法擬合的曲線理論值之間的差異

估算實際數據點和曲線理論值差異的最常見的參數叫做“決定系數”。該參數是非常有用的,定義如下:
R-Square=1-SSE/SST
其中R-Square為決定系數,SSE為誤差平方和,SST為總平方和。
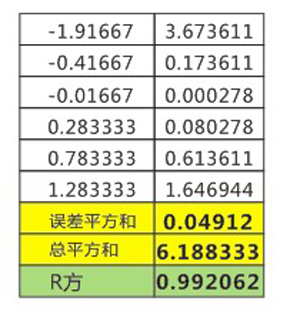
誤差平方和作為總和出現在所有的求解程序中。其為“剩余誤差”值的平方之和。對于表4的例子中,“總和”=0.04912。總平方和又是平方值之和。每個值都是測試值和測試平均值之差。例如,表4中六個修正值的平均值為10.02,那么第一個差值的平方為(8.1-10.02)2。那么六個平方值相加可以得到總平方和=6.1884。因此決定系數為:
1-0.04912/6.1884,可得決定系數為0.9921.
0.9921表示了有99.21%決定系數的最大值(1.0000)的可能性。因此我們可以從定性和客觀上說,其“擬合度”達到了0.9921。
可以采用求解程序自動地計算出總平方和和決定系數,如表5所示。計算出來的決定系數可以與固定的最小允許值進行對比。如果沒有達到最小值,那么會自動顯示出“警告”的標志。
表5
采用表4中的數據計算得到的決定系數
結論
采用計算機程序自動生成的噴丸強度曲線迅速地成為標準做法。對于計算機技術的使用將會激勵我們去探索更多應用的可能。特別是當我們判斷由一組數據生成的飽和曲線是否為合格時,計算機程序的作用就非常明顯。在本文中討論了合格的阿爾門曲線的一些因素。通過合格的噴丸強度曲線,我們可以實現:
1.計算出在合格范圍內的噴丸強度;
2.幫助尋找零件達到要求覆蓋率所需的時間;
3.通過規定的時間得出的弧高值的穩定性表征噴丸強度的穩定性。
如果僅從目視的角度去評估擬合度的話,那么這肯定是一個非常主觀的方法。而本文主要是結合計算機曲線分析的方法,客觀定性地研究了合格的噴丸強度曲線的一些重要特征。


