歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


本項研究是由FerroECOBlast?Europe公司的研發部門與Jo?ef Stefan研究所(斯洛文尼亞的領先科學實驗室和格拉茨的Joanneum研究中心)合作進行,研究了噴丸處理對增材制造零件的影響。
隨著增材制造技術(也稱為3D打印)的顯著發展,在非常規結構和材料的表面處理方面出現了新的準則和要求。冷微鍛造,俗稱噴丸處理,是一種眾所周知的表面處理工藝,通常用于航空航天和汽車等要求最苛刻的行業的機械零件上。噴丸處理改善了機械零件的工藝性能并延長了其使用壽命。
問題在于,孔隙率和由此產生的微裂紋在多大程度上影響了3D打印零件的機械特性,以及對此如何進行改善。當前研究分為多個方向:退火和金屬微觀結構的相應變化,壓縮/軋制,以及可能是最合適的現代噴丸處理。由于AM(Additive Manufacturing; 增材制造)技術相對較新,對此類機械零件的噴丸效果尚未進行廣泛研究,因此決定對采用增材制造生產的金屬零件進行噴丸效果研究。
測試概述
不同的3D打印工藝有利于復雜零件和原型件的制造,因此很難選擇使用這些工藝制造的典型機械零件作為測試對象。本研究選擇了一種常用于實驗室進行疲勞強度試驗的普通試件。試件采用SLM(選擇性激光熔化)工藝,也稱為LPBF(激光粉末熔珠)工藝來制造。在材料方面,本研究選擇了三種不同的常用金屬合金:
1. 鋁合金AlSi10Mg
2. 馬氏體時效鋼MS1(DIN 1.2709)
3. 鈦合金Ti6Al4V
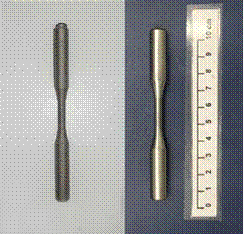
圖1:試件–3D打印試件
左:未經處理的原始零件?右:噴丸前的研磨件
熱處理
清除3D打印試件上的殘余灰塵和氧化物,然后進行退火和時效處理。隨后將試件研磨至最終尺寸,以確保尺寸精度和試件更好的工藝性能。每種選定的材料都需要進行不同的熱處理,如表1所示。
表1:每種選定材料的試件熱處理參數

機械處理
由于AM生產的試件在熱處理后沒有足夠精確的形狀,因此需要進行機械后處理,即研磨,以確保測試所需的精確幾何形狀。這樣,在進行永久動態強度試驗時,得到了準確的結果。所有試件均按實驗室常用試件的標準形狀和尺寸制造。
噴丸處理
試驗前的最后一道工序是噴丸。所選參數是根據實踐中每種特定類型的常規基材的最常見參數經驗確定的。為了確定最合適的方法,為每種試驗材料選擇了三種不同類型的丸料和不同強度的噴丸方法:鋼丸ASH110、陶瓷丸Z150以及ASH110和Z150的雙重丸料組合。
表2:AlSi10Mg、MS1和Ti6Al4V樣品的噴丸參數
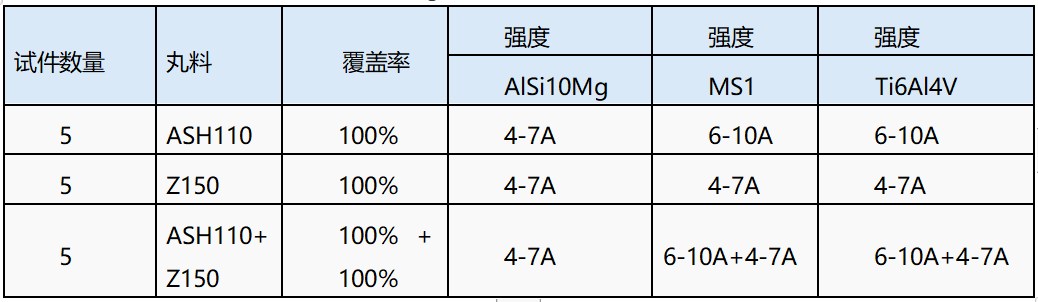
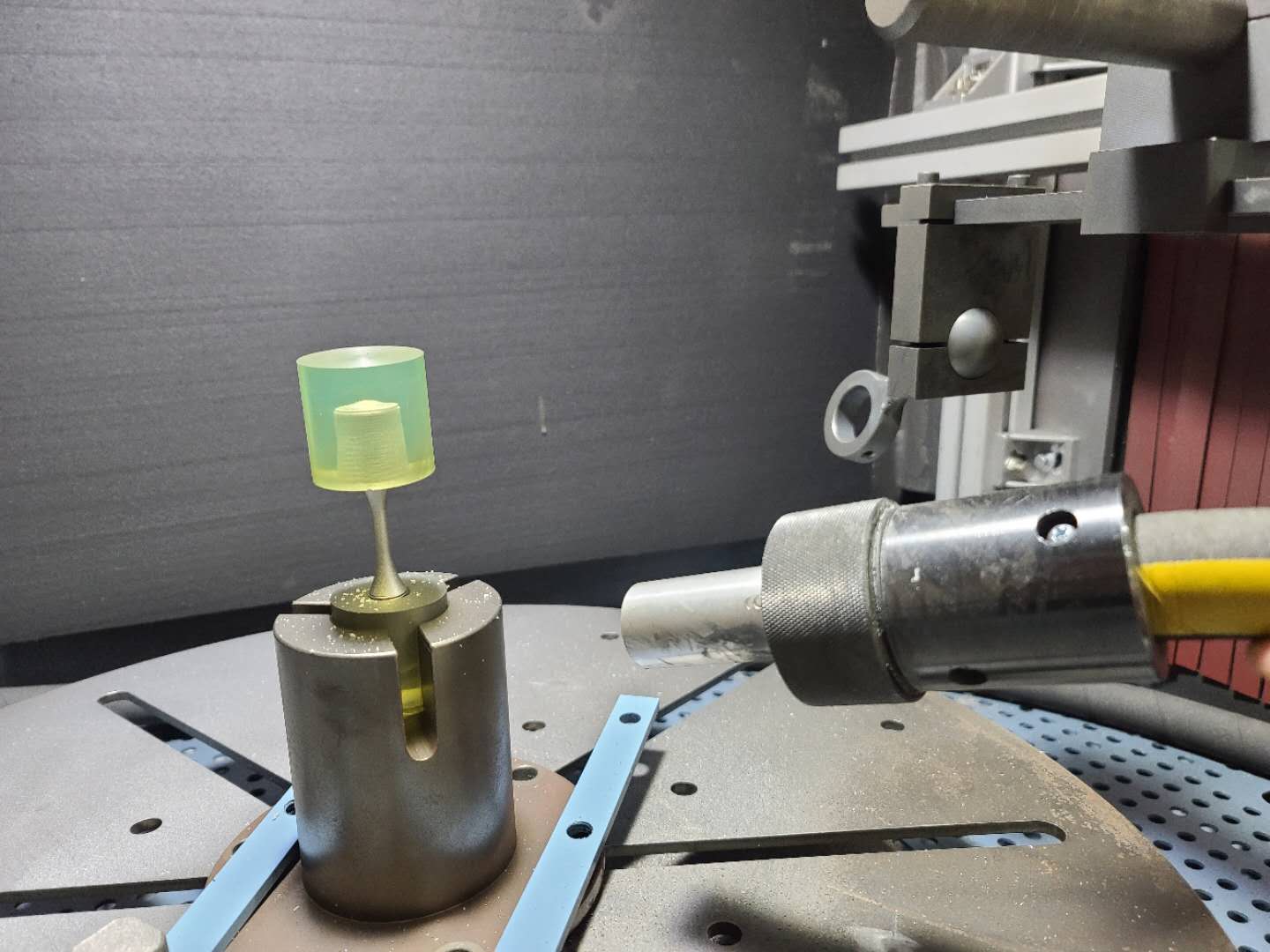
圖2:機器中樣品的噴丸處理
疲勞強度試驗
在實驗室用專用機器對未經噴丸處理的五個樣品進行疲勞強度試驗。其目的是確定在105次循環和大約70 Hz的頻率下達到試件斷裂點所需的載荷。確定參數后,又測試了五個具有相同參數的參考試件,這些參考試件也沒有進行噴丸處理,并且這5個參考試件分別針對每種材料及噴丸處理總共進行了60次測試。
疲勞強度試驗結果
如下圖所示,噴丸處理對試件的持久動態強度有非常積極的影響。未經噴丸處理的參考試件在平均105次循環中達到斷裂點,而經噴丸處理的試件可經受平均5105次循環,最多2106次循環。失效所需的循環次數取決于噴丸參數以及試件的基材。
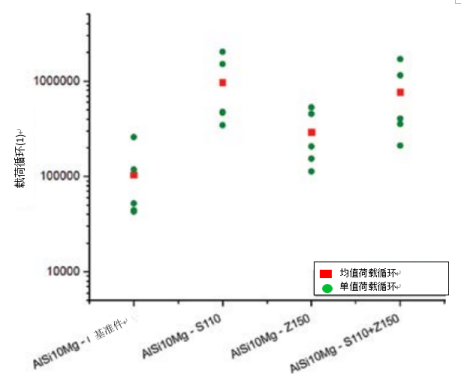
圖3 AlSi10Mg樣品測試圖
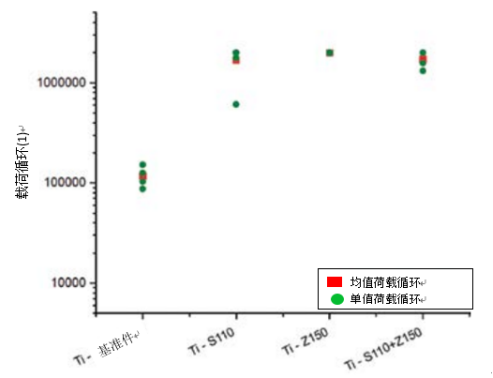
圖4: Ti6Al4V樣品測試圖
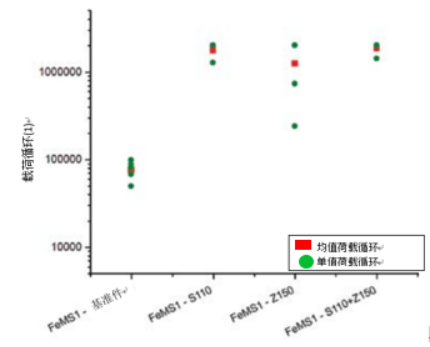
圖5: MS1樣品測試圖
金相分析
金相分析的目的是檢查噴丸處理對試樣基材的影響,其結果最好反映在顯微硬度上。對測試持續動態強度的同類樣品進行測量。
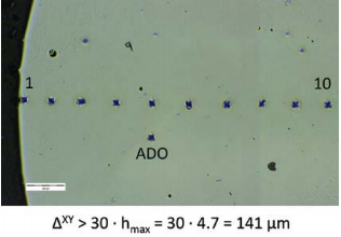
圖6:樣品顯微硬度測量圖像
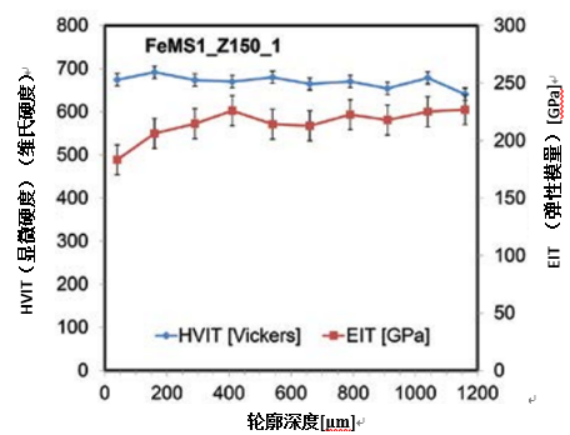
圖7: MS1樣品的HV顯微硬度測量及彈性模量圖示例
摘要
研究結果證實,噴丸處理對AM生產的零件的疲勞強度有顯著的積極影響,而與基材無關。
對鈦合金Ti6Al4V的影響最大,壽命延長了20倍。試驗結果本可以更好,但試驗人員在2×106次循環時停止了測試。由MS1鋼制成的樣品的壽命延長了約15倍,最后由AlSi10Mg制成的樣品的壽命延長了8-10倍。
結果表明,采用S110鋼丸進行噴丸處理效果最好,其次是S110+Z150鋼丸和陶瓷丸的雙重丸料,最后是Z150陶瓷丸。AlSi10Mg試樣的結果偏差最大,其次是鋼試樣,而Ti6Al4V的所有噴丸測試方法都取得了很好的效果。
噴丸處理對材料顯微硬度的影響,正如金相分析所顯示的,并不顯著。表面顯微硬度略有增加,可達200-300μm深。以S110+Z150雙噴丸效果最好,表現為彈性模量的提高。
噴丸處理顯著提高了由AM過程產生的產品的機械性能、疲勞強度和抗腐蝕性,從而延長了產品的使用壽命。
因此,制造商能夠優化此類產品的設計,減輕其重量,這最終意味著更快和更具成本效益的生產過程,并在運行過程中顯著節約能源。
如本研究所示,在設計階段牢記噴丸對所有采用增材制造生產的金屬零件都有很大意義。


