歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


引言
本文介紹了噴丸優化研究的初步結果,該研究的最終目的是改進噴丸工藝和板簧的耐久性。該項目尚未完成,但已經有了寶貴的經驗教訓,本文將重點介紹這些經驗教訓。
板簧材料為AISI 5160鋼,名義上為1%Cr,0.6%C鋼,通常用于彈簧。在噴丸前的制造過程中,對鋼進行淬火和回火,以達到380-420 BHN范圍內的硬度。按照制造商的慣例,彈簧片張緊面的噴丸處理是制造順序的最后一步。作為質量控制措施,制造商的做法是對從生產運行中取樣的單批板簧進行疲勞壽命試驗。本研究的基本動機是確定影響疲勞壽命結果的因素,并著眼于可能提高彈簧性能的潛在工藝改進。這完全是由制造商主動提出的,因為沒有任何產品線出現現場故障問題的報告跡象。
現有噴丸工藝的特征
拋丸機以6-7C的阿爾門強度,使用中等硬度S390鑄鋼丸,對彈簧片的張緊面進行噴丸處理,達到噴丸設備一次循環所達到的最小完全(100%)覆蓋率。根據作者的觀察,阿爾門飽和是在第一次循環內達到。多次噴丸后,未觀察到阿爾門弧高度增加。通過使用10倍放大鏡進行現場直接觀察/檢查,并隨后通過更大放大倍數的顯微鏡觀察進行驗證,在一個過程中,彈簧葉片也實現了完全覆蓋。拋丸速度和傳送帶速度不可變,因此,在該過程中是固定的。
制造商既沒有用于控制彈丸尺寸的篩選器,也沒有用于控制彈丸形狀的螺旋滑塊等設備。彈丸維護實踐僅包括每隔一段時間添加新彈丸,以補償噴丸過程中彈丸的破碎損失。從過程彈丸的外觀可以明顯看出,缺乏彈丸維護,這可以通過肉眼觀察到的顆粒大小和形狀的變化來證明。根據AMS-S-13165的要求,通過標準篩RoTap測試和顯微鏡分析,來確定制造商現場使用的以及現有新彈丸的顆粒大小分布。
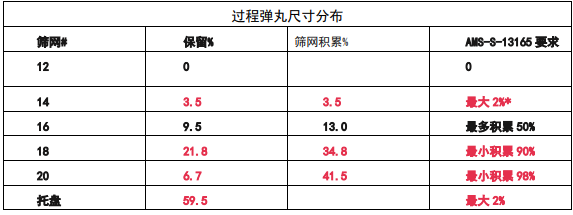
下表列出了使用中及新彈丸的RoTap篩選結果。結果與AMS-S-13165要求之間的差異以紅色突出顯示。可以看出,新彈丸的尺寸分布符合要求,14目篩網上保留的粗顆粒數量略多。另外,尺寸分布在要求范圍內。另一方面,過程彈丸顯示出明顯的細彈丸顆粒偏差。代表性彈丸樣品的照片(放大10倍)如圖1的插圖所示。
不僅過程彈丸中存在過多的細顆粒,其中很大一部分顯然是顆粒破裂的結果。如前所述,新彈丸中有可接受數量的差異顆粒,而過程彈丸中有過多數量的差異顆粒。從這一證據中很容易推斷出,由于缺乏篩選器和/或形狀控制裝置,使得差異彈丸和劣化彈丸得以保留,在工藝中繼續使用。
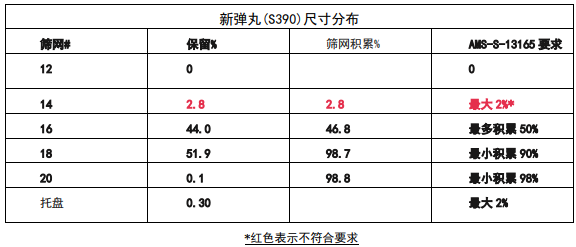
用過程彈丸噴丸后的樣品表面紋理比使用新彈丸噴丸后的樣品表面紋理更不規則。新彈丸噴丸表面比過程彈丸噴丸表面具有更多規則形狀和光滑的沖擊壓痕。表面紋理的差異很容易被解釋為是由于插圖中突出顯示的顆粒尺寸分布和差異顆粒數量的不同造成的。不僅表面外觀不同,疲勞試驗后,使用過程彈丸噴丸的樣品在主斷口附近有許多二次裂紋(圖1中的紅色箭頭)。經新彈丸噴丸處理的樣品除主疲勞裂紋外,無其他裂紋。對于采用新彈丸噴丸的樣品,疲勞壽命也有大約50%的差異。大量二次疲勞裂紋通常表示存在相對較高的循環應力或表面損傷。從邏輯上講,在本案例中,這是過程彈丸的表面損傷問題,因為新彈丸在噴丸后不會產生二次裂紋。兩個樣品在相同的負載條件下進行測試。
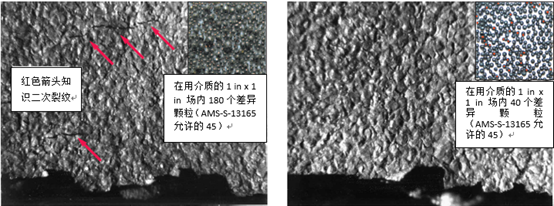
圖1:過程彈丸(左)和新彈丸(右)噴丸后的表面。插圖顯示彈丸樣品。紅點表示形狀不同的顆粒。
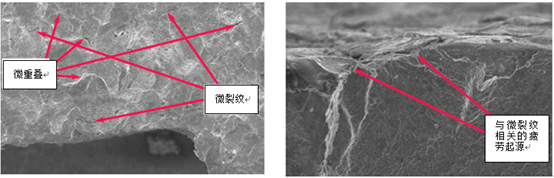
圖2:噴丸表面的微重疊和微裂紋(左SEM照片)以及與微裂紋相關的疲勞起源(右SEM照片)
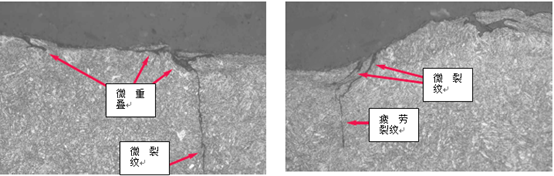
圖3:金相截面圖,顯示噴丸表面微重疊(左圖)和微裂紋(右圖)產生的疲勞裂紋
通過疲勞起源區域的掃描電子顯微鏡觀察和金相切片揭示了過程彈丸噴丸后的表面損傷的進一步證據。如圖2和圖3所示,疲勞起源與噴丸表面上的微重疊和微裂紋有關。在使用新彈丸噴丸的樣品表面上產生的疲勞裂紋未顯示出與類似缺陷相關的證據。下一節將進一步討論疲勞行為。
維護不佳的過程彈丸會降低疲勞壽命的其他證據體現在表面層中產生的殘余應力上。圖4顯示了通過X射線衍射分析從過程彈丸及新彈丸噴丸后的樣品中獲得的殘余應力深度分布。很容易看出,過程彈丸噴丸后的樣品表面和近表面的壓應力大小遠小于新彈丸噴丸后的樣品,深度約為表面下0.015英寸。
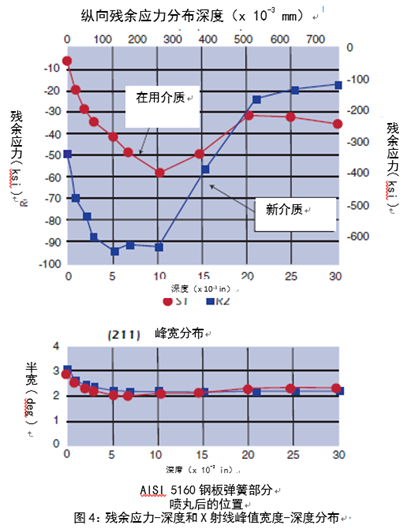
由于峰值寬度-深度分布的相似性,推斷過程彈丸中較大尺寸的顆粒在產生深層殘余應力方面占主導地位,而較細和變形的顆粒在誘發表面損傷方面占主導地位,導致疲勞壽命降低。
疲勞壽命分析
作者分析了彈簧制造商2006年和2007年迄今為止的所有疲勞壽命結果。如前所述,作者對2006年的一些樣品進行了檢查,發現在使用維護較差彈丸與新彈丸噴丸后的樣品中,存在更多表面微重疊和其他噴丸表面損傷的證據。由此推斷,用過程彈丸噴丸后的樣品中,表面損傷的發生率較高,這是觀察到的較低疲勞壽命的原因。此外,作者懷疑噴丸強度和覆蓋率過大也可能導致低疲勞壽命。因此,在外部源下以較低強度(12A)和受控覆蓋率對一些樣品進行噴丸處理。這些樣本的壽命結果確實比2006年樣本的壽命結果要大,但改善的幅度卻小得令人失望。更令人失望的是,2007年噴丸和測試的樣品顯示出比在良好控制條件下噴丸的樣品稍長的疲勞壽命。
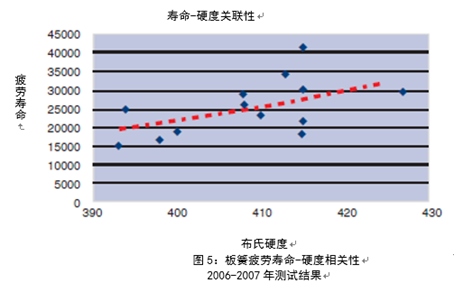
從可用疲勞壽命結果的觀察有助于解釋在其他方面難以合理化和令人失望的疲勞結果。樣品之間的硬度存在差異,這些差異導致壽命不同,如圖5所示的趨勢所示。隨著硬度的增加,觀察到的壽命更長。這種趨勢只能部分解釋樣品之間的壽命差異;然而,這種影響對基于表面條件差異的結果解釋產生了混淆影響。
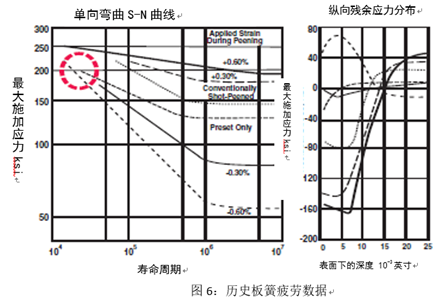
可以對結果進行基于硬度的歸一化,以改進壽命比較;然而,這被認為是徒勞的,因為存在更大的混淆影響。這不是那么容易解決的。當前調查中的樣品在相當高的應力水平下進行了測試,因此,壽命差異在正常疲勞分散的“泥漿”中被掩蓋,至少是疲勞壽命的兩倍或更多。圖6所示板簧的歷史疲勞S-N曲線(參見對圖標題中的參考)用于說明這種影響。作者在此圖上放置了紅色虛線圓圈,以表示當前調查的測試結果。可以看出,當前結果的區域在于S-N行為的收斂區域。由此得出的一個非常重要的推論是,除非測試了統計上大量的樣品,否則通常預期的疲勞壽命分散(系數2-5)不可能允許在表面處理之間進行區分。
當然,目前測試的每種情況下的一兩個樣品并不代表統計上的大量數據。另一種測試方法是在較低的應力水平下進行測試,在較低的應力水平下,疲勞壽命的較大差異可能會導致表面處理之間的差異。在本次調查范圍內,無論是對大量樣品進行測試,還是在低得多的應力水平下進行測試,在經濟上都不可行。
試驗裝置的固定循環試驗頻率為0.5 Hz。因此,測試(包括設置)的典型持續時間約為一天。無論是在這段時間內進行大量此類試驗,還是在較低的壓力水平下進行試驗,以獲得十倍的壽命,都被認為在經濟上不可行。因此,放棄了試圖通過疲勞壽命試驗結果來優化噴丸參數的想法。可能采用樣品測試而非組件測試方法,但在調查的限制范圍內,這在經濟上也是不可行的。
噴丸參數研究
進一步研究了噴丸強度、覆蓋率和彈丸尺寸對板簧材料壓縮殘余應力大小和表面粗糙度的影響。下表顯示了所選參數的組合和值。
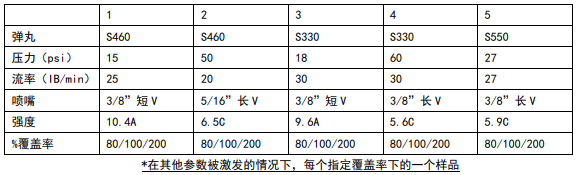
表面粗糙度數據匯總在圖7中,該圖為所用各種強度和彈丸尺寸的表面粗糙度與覆蓋率的曲線圖。數據顯示,對于給定強度和彈丸尺寸(即,表面粗糙度),隨著覆蓋率的增加,覆蓋率從80%增加到100%到200%,表面粗糙度通常會出現輕微下降的趨勢。顯然,許多位置不斷增加的重復撞擊次數有助于“壓平”表面細節,盡管對粗糙度的影響被認為是適度的。在給定強度下,彈丸尺寸對粗糙度的影響與預期相反。對于給定的強度,根據物理要求,較小的顆粒必須產生較深的壓痕,才能與較大的顆粒產生相同的強度,從而產生相同的效果,因此從邏輯上講,可以期望更大的粗糙度。黃色和深藍色曲線(代表幾乎相同強度(9.6和10.4A))的位置之間的比較表明,較小的彈丸(S330)產生的表面比較大的彈丸(S460)產生的表面更平滑。同樣,代表幾乎相同強度(5.6和5.9C)的亮藍色和紫色曲線的比較再次表明,較小的彈丸(S330)比較大的彈丸(S550)產生的粗糙度小得多。奇怪的是,與較大或較小的彈丸(某些情況下為混合彈丸)相比,強度相當(6.5C)的中等大小彈丸(S460)產生的粗糙度更低。不論彈丸大小,強度的影響也是參差不齊。在這里,也許并不奇怪,對于較大強度之一(5.9C,紫色曲線),經歷了最大粗糙度,然而令人驚訝的是,中等強度(13A,棕色曲線)的粗糙度最小。作者向讀者保證,此處展示的噴丸試驗是在計算機監控和控制條件下非常仔細地進行的,并得到了適當的阿爾門飽和度和覆蓋率測定以及純彈丸的支持。
在大多數情況下,噴丸產生的表面殘余應力的大小比表面粗糙度更重要,或者,如果必須降低粗糙度,可能需要少量去除噴丸后的金屬。事實上,這種材料去除也可能去除噴丸引起的微重疊,并提高疲勞性能。因此,如果要在殘余應力與粗糙度之間進行選擇,則應選擇產生最大殘余應力的噴丸處理,然后在必要時依靠適當的噴丸后表面處理來實現所需的表面光潔度。如圖8總結了由噴丸試驗產生的表面殘余應力。
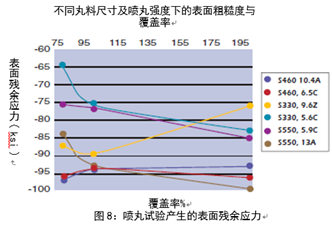
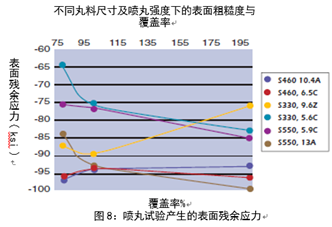
雖然并非在所有情況下都清晰可見,但較低強度的噴丸有利于獲得較大的表面殘余應力。有趣的是,使用參數,13A強度和S550彈丸進行噴丸時,殘余應力的大小最佳,這也產生了最低的表面粗糙度。彈丸尺寸的影響通常是混合的,而幾乎所有情況下的覆蓋效果都顯示出隨著覆蓋率的增加,殘余應力大小有適度的改善趨勢。
摘要和建議
這項研究表明,通過原始工藝噴丸的板簧的疲勞試驗壽命主要由噴丸缺陷(即微重疊和微裂紋)引起的疲勞裂紋萌生決定。這些缺陷主要是由于使用維護較差的彈丸進行噴丸,該彈丸含有大量破碎和亞尺寸顆粒。制造商的疲勞壽命結果似乎受到材料硬度的影響,因此正常生產范圍內的硬度越大,疲勞壽命越長。此外,有關板簧疲勞的歷史數據還表明,疲勞試驗制度處于一個無法很好區分過程對疲勞壽命影響的水平。經濟因素阻止了后一個問題的糾正,并且還沒有進行進一步的疲勞測試。進行了額外的噴丸試驗以研究彈丸尺寸、噴丸強度和覆蓋率對表面粗糙度和表面殘余應力的影響。結果表明,所研究范圍內的中等強度,以及在所研究的范圍內更大的覆蓋率更有利于粗糙度和殘余應力大小,盡管覆蓋率的影響不大。彈丸尺寸對所研究范圍的影響是混合的。
根據本次研究結果向板簧制造商提出的工藝改進建議如下:
? 獲得用于彈丸維護的在線篩分功能,或切換到不銹鋼絲切丸以大大減少彈丸顆粒破損。
? 將噴丸強度從 6-7C 稍微降低到 12-14A。這也應該有助于減少彈丸破損。
? 更改彈丸流速和/或傳送帶速度以確保覆蓋率在 100-200% 范圍內。
板簧制造商實施了多項更改,包括使用不銹鋼絲切丸,將平均彈簧硬度提高,并在拋頭上添加速度控制器。隨著時間的推移進一步疲勞測試有望證明壽命益處。


