歡迎來到派挺實業廣東事業部(東莞市建佰利科技有限公司)官網!
http://fentuolihua.com.cn


導 言 :
對于彈丸來說,硬度是對沖擊彈丸顆粒引起的局部塑性變形的抵抗力。因此,我們有兩個感興趣的領域:被噴丸部件的硬度和噴丸顆粒本身的硬度。部件的硬度通常是我們無法控制的。為了確定彈丸流的強度而進行噴丸處理的阿爾門試片的硬度是個例外。硬度出現在彈丸顆粒和阿爾門試片的規范中,因此需要進行測試。
操作人員通常會盲目地接受規定的硬度值和表面硬度測試方法。于是,硬度測試就成了雷區。如果我們要避雷,就需要考慮三個關鍵領域:(1)樣品異質性,(2)測試方法和(3)壓痕尺寸。
彈丸的硬度測試通常引用洛氏、維氏和努氏技術中的一種或多種。布氏硬度技術通常被部件制造商采用。這些技術的細節可以通過互聯網隨時獲得,因此本文只討論選定的特性。
當試圖優化硬度測試時,最好的方法是遵循墨菲定律,即“如果任何事情都可能出錯,那么它就會出錯”!
樣品異質性
樣品異質性可分為微觀異質性和宏觀異質性。顯微硬度和宏觀硬度測試可以用來監測這兩個部分。
微觀異質性
實際上,所有的部件和彈丸都包含不止一種成分,即相。圖1是多組分金屬的一個有用的類比。一個典型的水果蛋糕包含硬顆粒(堅果),軟顆粒(水果)和一些孔隙(櫻桃中心)以及基質蛋糕混合物。這與許多金屬合金中遇到的情況類似。

圖1 水果蛋糕成分(確認簡單配方)
水果蛋糕類比也有助于獲得對部件加工硬化的理解。想象一下,甚至試著用手指壓扁一塊水果蛋糕。有一點很明顯,硬核粒子不會變形。
這與金屬發生塑性變形時發生的情況正好吻合——硬顆粒(相)提供了最大的變形阻力。軟基體材料首先變形,然后硬化。最硬的粒子可能永遠不會變形。
宏觀異質性
宏觀異質性的例子包括噴丸部件表面層(與次表面材料相比)、脫碳和彈丸顆粒。顯微硬度測試通常用于研究這些現象。圖2舉例說明了脫碳引起的宏觀均勻性。壓痕位置要求在組成特征之間,且壓痕必須具有適當的大小。
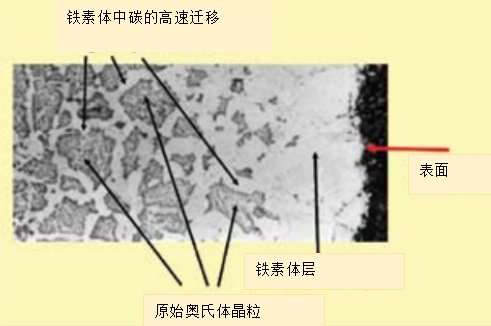
圖2 脫碳鋼的宏觀均勻性
壓痕尺寸
壓痕尺寸的知識對于正確應用和理解硬度測試至關重要。“大”壓痕與宏觀硬度測試相關,“小”壓痕與微觀硬度測試相關,但什么是“大”,什么是“小”?
維氏和努式壓痕尺寸的預測很簡單,因為它們都基于測量壓痕對角線的長度。洛氏壓痕尺寸的預測是復雜的,因為它是基于壓痕的深度。所有硬度值均以施加在壓頭上的力F除以壓痕面積A為基礎。力越大,壓痕越大。可以使用已知的樣品硬度和施加載荷的大小為每種測量技術來計算壓痕尺寸。
與水果蛋糕相似,圖3代表了一個“大”凹痕。這相當于多相金屬樣品上的宏觀硬度壓痕。壓痕足夠大,可以容納所有類型的相,并給出平均硬度值。
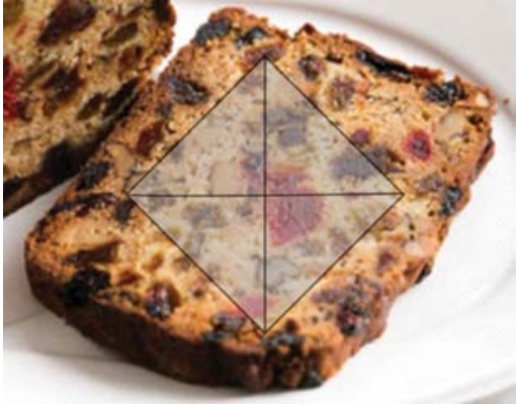
圖3 “大”壓痕類比
布氏壓痕尺寸的計算
布氏硬度值 HB 是施加到壓頭上的力 F 除以所得壓痕的面積 A。
壓痕面積由下式給出:
A=π.D[D–(D2–dB2)0.5]/2
其中D是球的直徑,dB是壓痕的直徑。對F/A應用代數運算表明:
dB=[D2–(D–2F/HB*π*D)2]0.5 (1)
使用公式(1)估算壓痕直徑很容易通過使用互聯網來源的計算器實現。輸入布氏值443、球直徑1 mm和500 gf載荷,可得壓痕直徑為0.038 mm。
圖4表示與顯微硬度測試相同的“小”壓痕。各種壓痕尺寸表示不同的相位位置。
維氏壓痕尺寸的計算
維氏硬度值HV是施加在136?金剛石壓頭上的作用力F除以產生的壓痕面積A。壓痕面積由下式給出:
A=dV2/(2*sin(136?/2))=dV2/1.8544以便:
HV=F/A=F*1.8544/dV2(kgf.mm-2),因此:
dV=[F*1.8544/HV]0.5 (2)
國際單位制,Nmm-2,dV=[F*0.1891/HV]0.5。

圖4 “小”壓痕類比
作為一個例子,考慮推薦用于測試彈丸的力為500 gF(0.5 kgF)。如果特定顆粒的硬度為500 HV,則d=[0.500*1.8544/500]0.5=[1.8544/1000]0.5或d=0.043 mm。圖5是公式(2)的圖示,用于噴丸機特別相關的硬度范圍,僅使用兩種常用載荷。
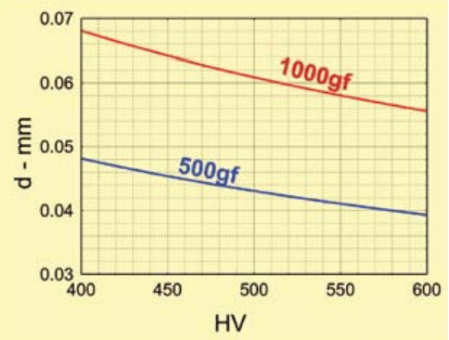
圖5 硬度和載荷對維氏壓痕尺寸的影響
洛氏硬度值到等效維氏硬度值的轉換可以通過使用互聯網網站或以下公式輕松實現:
HV=(223*HRC+14500)/(100–HRC)和
HRC=(100*HV–14500)/(HV+223)
圖6是洛氏/維氏硬度轉換的圖示。
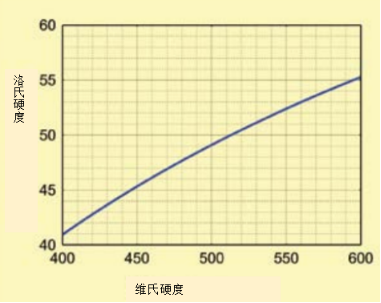
圖6 洛氏/維氏硬度換算
洛氏壓痕尺寸的估算
洛氏壓頭的夾角為120°,而維氏壓頭的夾角為136°。這意味著對于給定的施加載荷,以下關系適用:

回顧上一個例子(其中500 gf施加在維氏硬度為500 HV的材料上),預測對角線為0.043 mm。應用公式(3)表明,洛氏壓痕的對角線為0.042 mm。差別很小!
公式(3)的推導如下:
維氏壓痕面積=AV=dV2/(2*sin(136?/2))=dV2/1.85442而
洛氏壓痕面積=AR=dR2/(2*sin(120?/2))=dR2/1.732
當相同的應力F/A施加在同一材料上時,維氏壓頭和洛氏壓頭都停止壓痕。當對兩個壓頭施加相同的力F時,結果如下:
F/AR=F/AV因此AR=AV以便
dR2/1.732=dV2/1.85442或
dR2/dV2=1.732/1.85442因此
dR/dV=(1.732/1.8544)0.5或
dR/dV=0.966
努氏壓痕尺寸估算
努氏硬度HK的計算公式為:HK=14.229F/L2
式中,L是較長壓痕對角線的長度(單位:mm),見圖7。
因此:
L=(14.229*F/HK)0.5 (4)
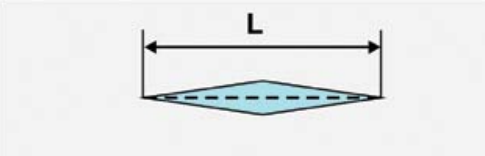
圖7 努氏硬度測試中測量的較長對角線
舉一個例子,考慮推薦用于測試丸粒的力為500 gF(0.5 kgF)。如果特定顆粒的硬度為500 HK,則L=[0.500*14.229/500]0.5=[14.229/1000]0.5或L=0.119 mm。這可與維氏和洛氏壓痕(使用相同載荷)的對角線長度0.043 mm進行比較。努氏壓痕的長對角線約為相同硬度金屬上維氏和洛氏壓痕對角線長度的三倍。這個比率通常被引用。
圖8根據公式(4)顯示了努氏對角線的長度如何隨兩種常用載荷和努氏硬度而變化。
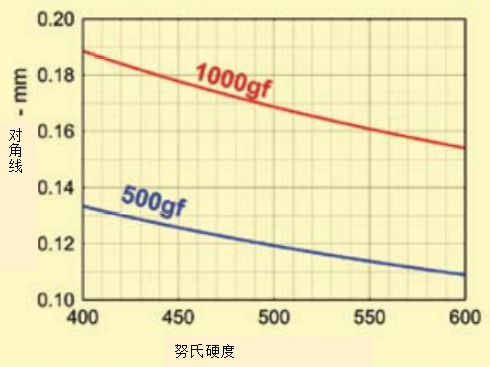
圖8 硬度和載荷對努氏長對角線的影響
噴丸硬度測試
彈丸硬度對噴丸機至關重要。在此我們只討論彈丸的測試。然而,所有硬度測試都基于兩個考慮:
(1) 擬采用的技術
(2) 應用所選技術時采用的程序。
1.擬采用的技術
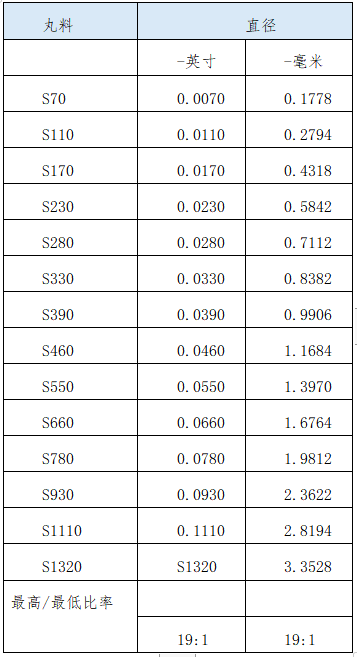
噴丸制造商采用的技術通常由規范要求決定。不幸的是,已發布的規范對于采用哪種技術(洛氏、維氏或努式)——或為什么采用——并不總是很清楚。宏觀硬度技術和微觀硬度技術之間存在模糊區。 如表1所示,19比1的標準彈丸直徑范圍就是例證。
表1.使用J444推導的標稱噴丸直徑
將壓痕尺寸與彈丸直徑聯系起來是很重要的。舉一個例子,考慮使用500 gF施加的載荷來指定S70彈丸硬度為450努氏硬度。圖9顯示,中心位置壓痕的長對角線0.127 mm將是0.1778 mm標稱直徑的很大一部分!壓痕周圍的變形區域一定會到達彈丸表面。另一方面,對于較大的彈丸尺寸,該部分會迅速減小。如果球從表面到中心都很硬的話,這個問題就不會太大,但這是非常特殊的。明顯的替代方法是采用維氏或洛氏技術。對于500 gf載荷,維氏/洛氏壓痕直徑僅為0.047 mm,如圖9所示。還應記住,鑄鋼丸的直徑范圍很廣。在這個范圍的底端,一些S70顆粒的直徑將遠小于0.127毫米!
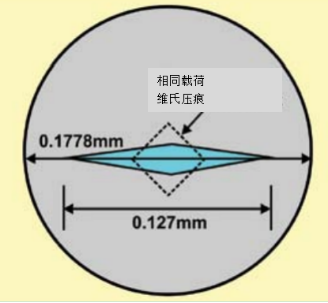
圖9 500 gf努氏壓痕,用于450 HK S70彈丸顆粒
2.應用所選技術時采用的程序
一些規范包括所選技術必須采用的程序說明。AMS 2431給出了使用努氏或維氏技術進行顯微硬度測試的廣泛指導。SAE J827包含以下關于擬采用程序的具體指導:
10.2測試用樣品安裝。用于測試硬度、微觀結構和不良缺陷的彈丸樣品應在膠木或其他合適的強冶金樣品安裝介質中安裝一層。
安裝好的樣品應研磨至顆粒中心,并采用顯微鏡檢查可接受的方法進行拋光。研磨和拋光樣品時,必須注意不要使樣品過熱并影響顯微結構和/或硬度。
10.3硬度測試。硬度測量應在安裝樣品中至少10個顆粒的半半徑處進行。
硬度應使用ASTM E 384測定,HCS S280及更細的應使用500 g載荷,尺寸HCS 330及更大的應使用500或1000 g載荷。只要可以通過對照已知標準校準試驗機獲得可靠的硬度轉換,就可以使用其他顯微硬度測試方法。洛氏C硬度值的近似換算可從ASTM 140和硬度測量儀的制造商處獲得。
必須在半半徑處進行測量,看起來排除了采用努氏試驗測定丸粒硬度的可能性!
樣品安裝指南提出了一個問題:“粒徑變化會產生什么影響?”我們不能假設樣品中的每個彈丸粒徑都相同。圖10示意性地說明了直徑變化的影響。按照說明:“安裝的樣品應研磨到顆粒的中心”是很棘手的!會有一個范圍,上基線(一些顆粒消失的位置)明顯的部分,到所有顆粒都小于其直徑的下基線的位置。更為復雜的是,單個顆粒的硬度從表面到中心可能會發生很大變化。
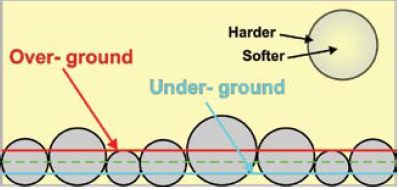
圖10 安裝樣品研磨示意圖
硬度測試替代方案
硬度測試需要專門的技能和設備,而噴丸者本身通常不具備這些技能和設備。問題是:“有沒有替代傳統硬度測試的有效方法?”一種可能是使用倒置的硬度計程序。作為介紹,想象一下拿著一支(便宜的)圓珠筆的頂端,然后從高處把它扔到一個非常堅硬的表面上。撞擊后會彈起。
使用硬度計程序,沖擊球比目標材料硬。顛倒過程,我們可以使用噴丸粒子作為壓頭和比丸料顆粒硬的多的目標材料。在撞擊時,彈丸會變形而不是使目標凹陷。因此,回彈高度將隨著彈丸顆粒硬度的增加而增加。圖11示意性地指出了與圓珠筆球頭平行的適當位置。該裝置的其余部分與硬度計類似。
結論
(1)硬度測試的影響因素為材料異質性、測試方法和壓痕大小。
(2)彈丸硬度測試,只有維氏和洛氏技術適合。
(3)根據ASTM E 384,選擇彈丸硬度測試的參數,樣品根據圖10所示研磨到位,在至少10個顆粒的半徑處進行測量。
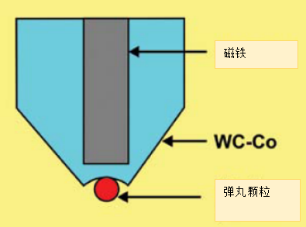
圖11擬用壓頭點的示意圖
(4)可考慮圖11的裝置,即倒置的硬度計程序來代替常規硬度測試方法。
(5)很明顯,即使最仔細地應用現有的規定程序,硬度測量的可變性也是不可避免的。


