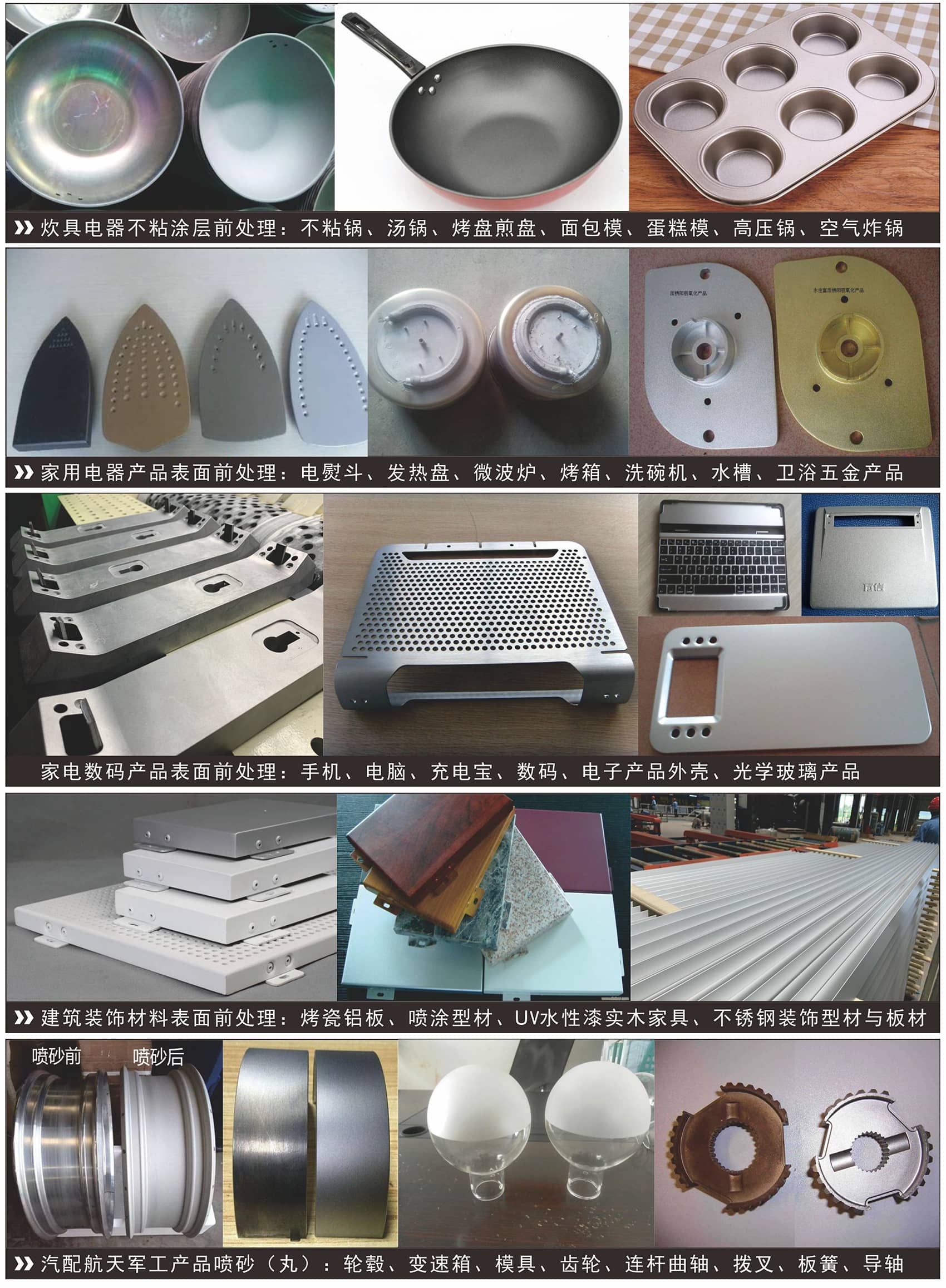
噴砂(丸)工藝:
噴砂(丸)是一種機(jī)械式表面前處理方法,利用高速砂流的沖擊作用清理和粗化基體表面的過 程。采用壓縮空氣為動力,以形成高速噴射束將磨料(金剛砂、鐵砂、不銹鋼砂或各種形狀與材質(zhì) 的磨料)高速噴射到工件表面,使工件表面的外表面形狀發(fā)生變化,由磨料對工件表面的沖擊、切 削和研磨,使工件的表面獲得一定的清潔度和不同的粗糙度,增大了工件表面積,使工件表面的機(jī) 械性能得到改善,同時也提高了工件的抗疲勞性,增加了工件后處理涂層之間的附著力,延長了涂 膜的耐久性,也有利于涂料的流平和裝飾性效果提升。

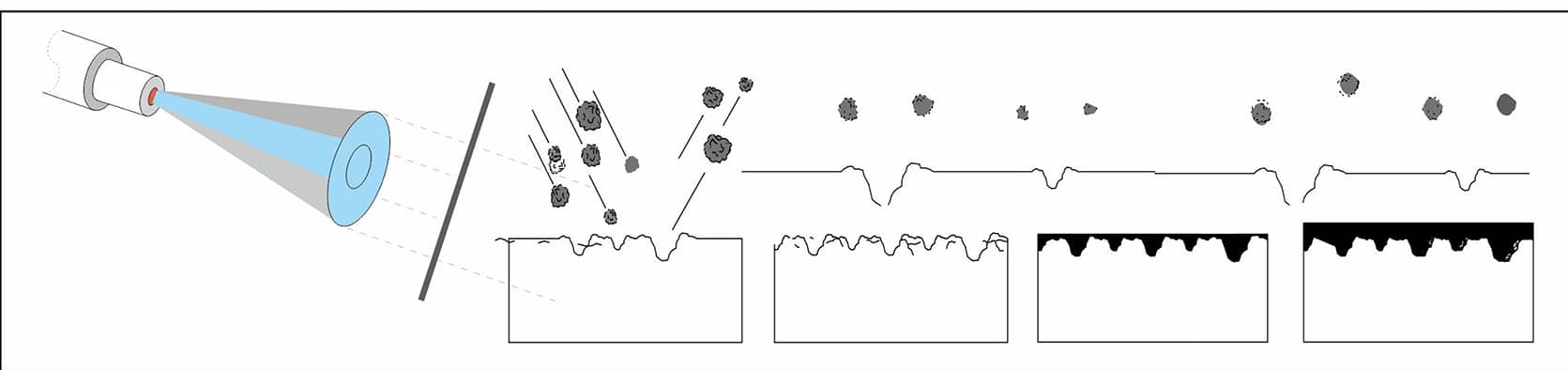
機(jī)械式表面前處理一噴砂(丸)、拋丸基礎(chǔ)原理:
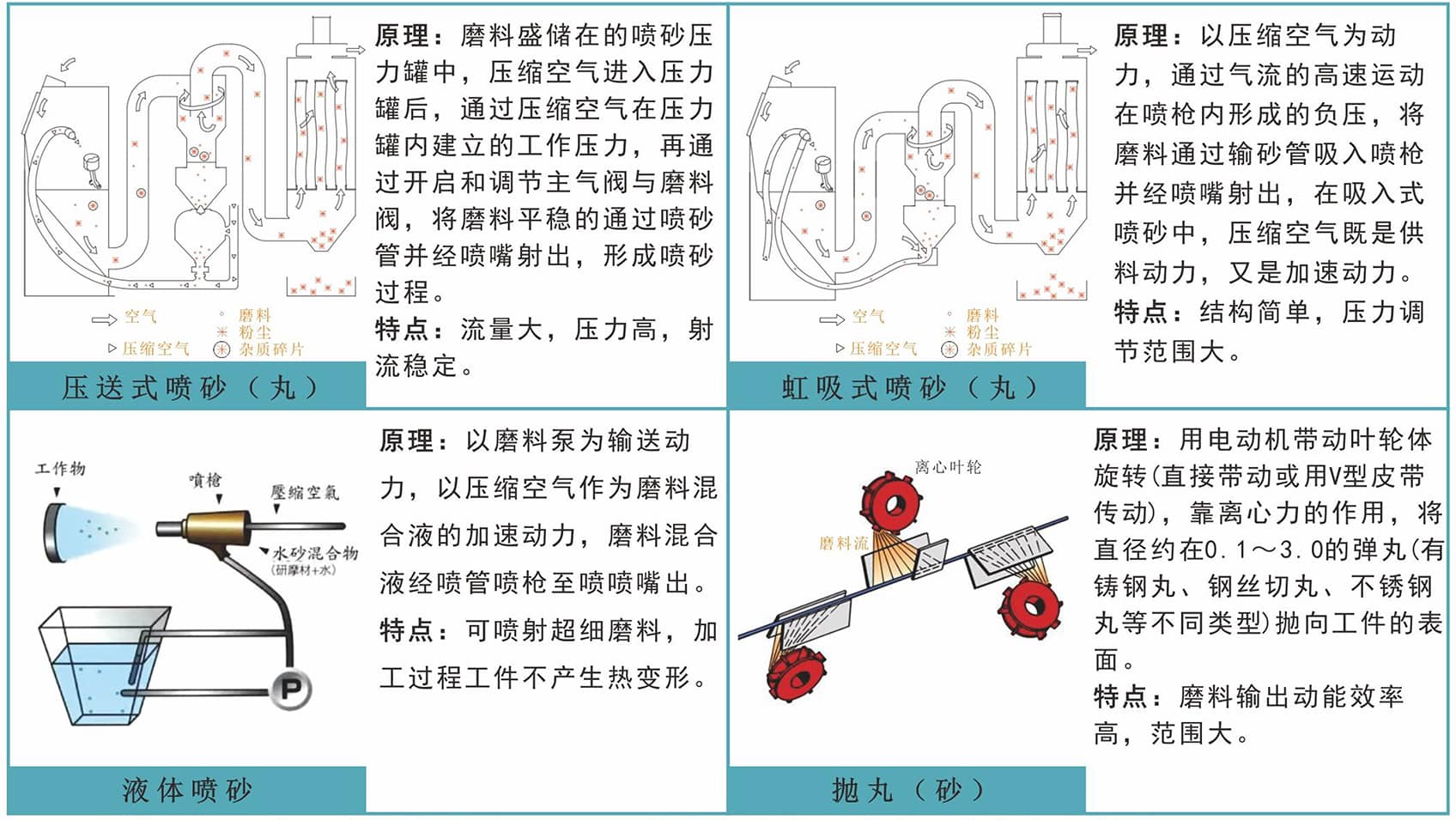
※壓送式、虹吸式、液體噴砂(丸)以壓縮空氣為主要動力,產(chǎn)生磨料射流。
※拋丸以電機(jī)帶動葉片產(chǎn)生離心動力,產(chǎn)生磨料束流。
噴砂(丸)、拋丸工藝目的:
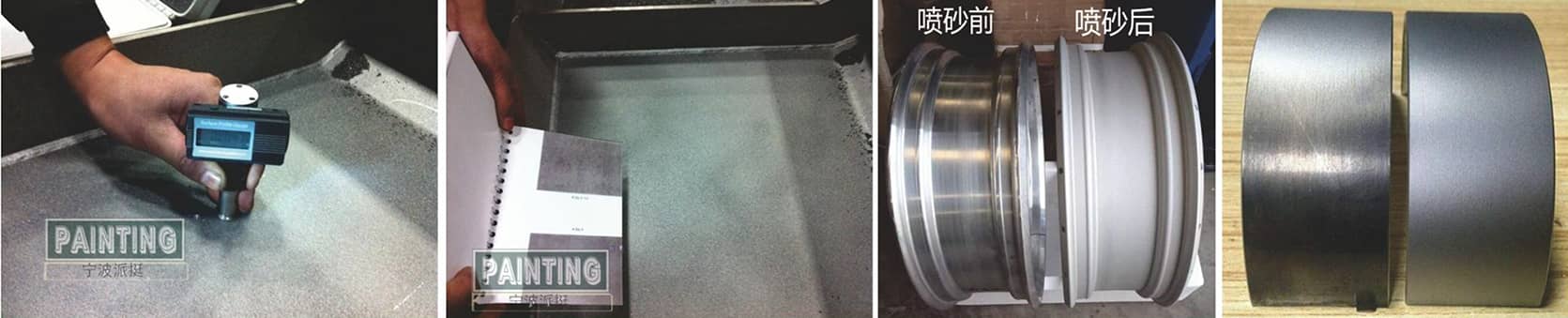
1、使工件表面產(chǎn)生粗糙度:工件表面會因不同的磨料粒度產(chǎn)生不同值的糙粗度Ra,表面積會增大 通過粗糙度儀測量獲得Ra數(shù)值。
2、使工件表面形成清潔度:去除了工件表面的雜質(zhì),銹,浮油、氧化皮,毛邊等。清理等級為: $2 1-3級通過1$08501-3標(biāo)準(zhǔn)對比圖片獲得等級值。
以上2個工藝結(jié)果粗糙度Ra清潔度Sa
主要服務(wù)工件涂裝(噴涂或電鍍等),涂膠前處理附著力之工藝要求,或工件表面裝飾性要求。
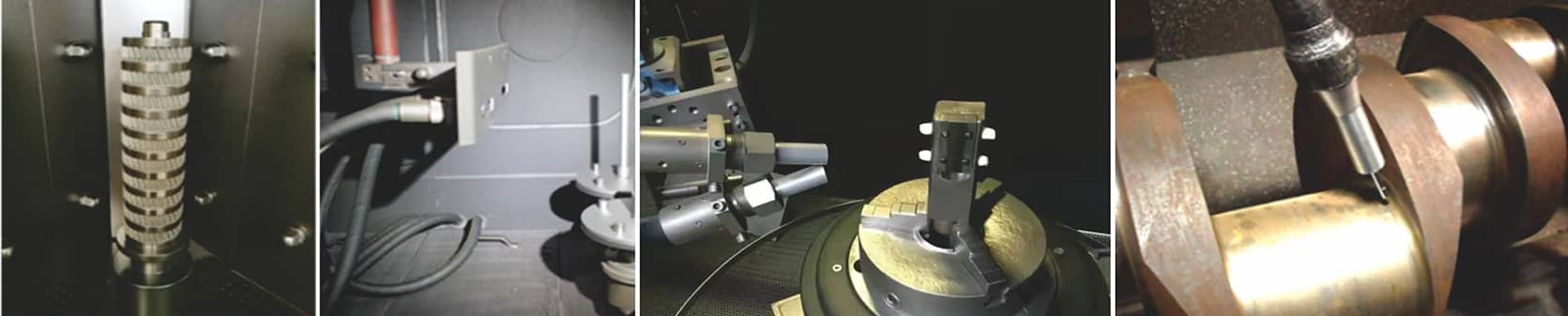
3、噴丸強(qiáng)化:曲軸、航空齒輪、彈簧等零件通過噴丸強(qiáng)化是一個特殊的冷做加工過程,是通過彈丸 流不斷地沖擊金屬材料表層并使表層(0. 1~0. 8mm)材料發(fā)生循環(huán)塑性變形,從而形成變形強(qiáng)化的 過程。通過噴丸循環(huán)塑性變形,其材料的組織結(jié)構(gòu)發(fā)生變化、亞晶粒極大細(xì)化,位錯密度增高,晶 格畸變增大;形成很高的宏觀參與應(yīng)力,表面粗糙度和表面形貌也都發(fā)生變化。材料表層發(fā)生各種 變化,將明顯地提高材料的抗疲勞和應(yīng)力腐蝕性能,使材料表面性能得到強(qiáng)化。
影響噴砂工藝效果的因素:
1、磨料:分為金屬磨料與非金屬磨料,不同的粒度、形狀、材質(zhì)、硬度會產(chǎn)生不同的形狀的粗糙度 與切削力,產(chǎn)生不同的粗糙度值與清潔度值;
2、空氣壓力與流量:壓力與流量越大,噴砂效率越高,越均勻;
3、噴射角度與距離:吸入式噴射最佳距離150mm,壓入式噴射最佳距離300mm;理想角度為45度;
4、噴射方式:壓入式/虹吸式/。同等耗氣量與噴嘴口徑,壓入式的效率大約是吸入式的1倍以上。
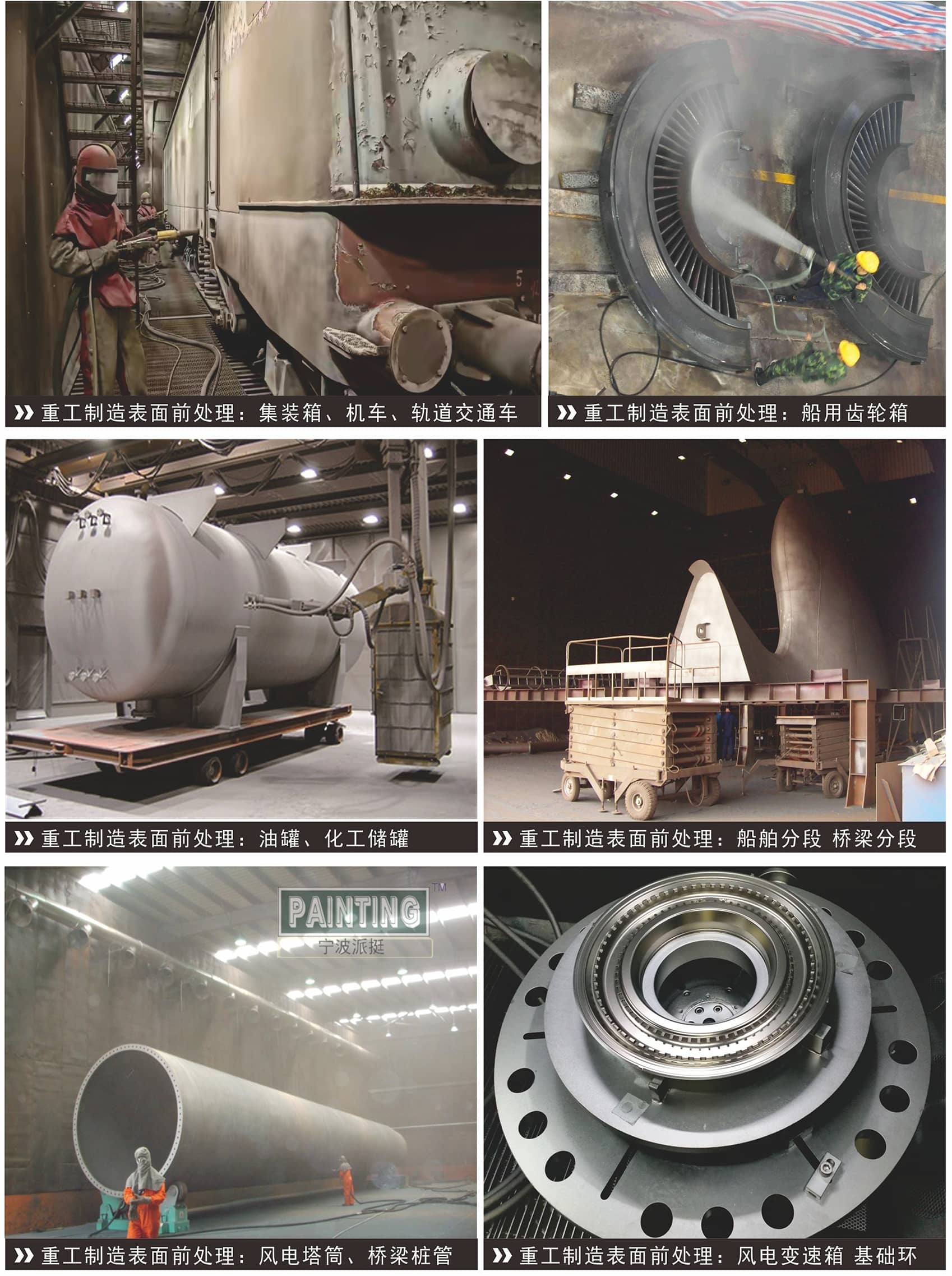
輕工產(chǎn)品
重工產(chǎn)品