引 言
大多數(shù)的噴丸所用的丸料都是碳鋼丸。碳鋼丸是通過鑄造的方法形成近似球形的形狀(即鑄鋼丸)或通過把鋼絲切段然后磨圓的方法得到可接受的球形(即鋼切丸)。最終碳鋼丸料的內(nèi)部強(qiáng)度較高,表面的氧化鐵皮較脆,如圖1所示(表層氧化鐵皮的厚度特意增大了)。
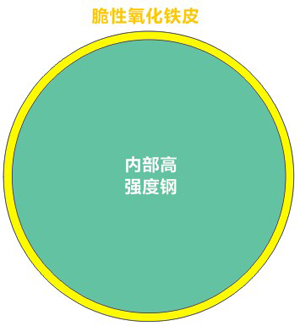
圖1球形鑄鋼丸顆粒的截面圖
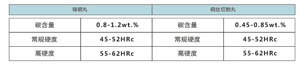
鑄鋼丸和鋼切丸都分為“常規(guī)硬度”和“高硬度”兩個(gè)等級(jí)。表1概述了規(guī)范AMS 2431中的一些要求。從表1中可以看出,鑄鋼丸的平均碳含量要比鋼切丸高出50%。
在制造過程中,碳鋼丸的數(shù)量是相當(dāng)多的。其數(shù)量的刻度是非常大的,因此計(jì)算需要“取整數(shù)”。一個(gè)含有10立方米鋼水的鋼水包可以在一次澆注的過程中形成丸料。1立方米鋼鐵的質(zhì)量為7.8噸。如果一粒丸料的平均質(zhì)量是1毫克的話,那么幾分鐘之內(nèi)就可以制造出780億個(gè)丸粒了。如果鋼絲的平均截面積是1平方毫米的話,那么10立方米鋼絲的長度為10000千米。如果把這些鋼絲切成1mm的長度那么需要切100億次。
碳鋼丸的性能包括硬度、形狀、尺寸、韌性、抗磨損和低成本等各個(gè)方面。本篇文章主要介紹能夠?qū)崿F(xiàn)以上所需性能的一些因素。
表1 鑄鋼丸的要求
脆性氧化鐵皮
碳鋼中的鐵在空氣中會(huì)發(fā)生氧化。鐵和氧結(jié)合就會(huì)形成氧化鐵。氧化鐵是一種易碎的、類似陶瓷的材料,在撞擊中非常容易破碎。鋼丸撞擊零件后其表面的氧化皮會(huì)破碎成無數(shù)個(gè)細(xì)小的氧化物顆粒,這樣就在噴丸設(shè)備中形成大氣塵埃。當(dāng)丸粒表層破碎后,丸粒表面又會(huì)迅速氧化。那么實(shí)際結(jié)果就是(a)丸粒質(zhì)量的減少是不可避免的,(b)產(chǎn)生的氧化鐵顆粒粉塵會(huì)產(chǎn)生爆炸。
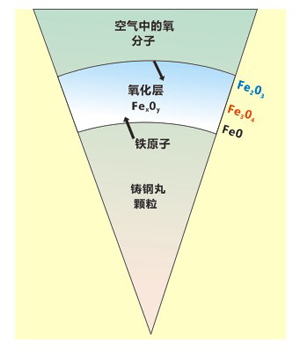
圖2. 鑄鋼丸顆粒的截面圖顯示表層氧化物中的化學(xué)成分
圖2表示了一個(gè)碳鋼丸的表層情況。丸粒表層的氧化鐵具有不同的化學(xué)成分-FexOy。其中y和x的比值從內(nèi)部的1連續(xù)變化到表面的1.5。比值為1時(shí)為FeO,比值為1.33時(shí)為Fe3O4,比值為1.5時(shí)為Fe2O3。
當(dāng)丸料在空氣氣氛的爐子中加熱時(shí),其表面的氧化層會(huì)越來越厚。機(jī)理就是鐵原子往丸料/氧化物界面方向擴(kuò)散而氧原子從相反的方向擴(kuò)散。因此氧化層額外部是氧飽和而內(nèi)部是鐵飽和。通過控制爐子中的氣氛可以使氧化層的增厚的速度減少甚至變薄。破碎的氧化鐵顆粒是非常微小的,所以其面積與體積比是相當(dāng)大的。例如,一個(gè)立方厘米的顆粒其表面積為10平方米。每個(gè)顆粒表面不同區(qū)域的分布著飽和Fe2O3到純鐵不等。氧化層的定義就是和丸粒內(nèi)部成分是化學(xué)結(jié)合的方式存在,所以最終的破碎顆粒是從氧化層分離出來的細(xì)小顆粒。由于大多數(shù)的微小顆粒并未氧化充分,因此為了達(dá)到化學(xué)穩(wěn)定會(huì)進(jìn)一步發(fā)生氧化。進(jìn)一步的氧化過程會(huì)放出熱量,這有可能導(dǎo)致噴丸設(shè)備中的粉塵發(fā)生爆炸。
碳鋼丸的高溫組織
如果把碳鋼加熱到一個(gè)合適的高溫,那么其內(nèi)部組織會(huì)轉(zhuǎn)化為奧氏體。碳原子可以自由地在鐵原子的面心立方結(jié)構(gòu)中移動(dòng)。碳原子可以從丸粒的表面移出(脫碳)也可以移入(滲碳),這取決于周圍的氣氛環(huán)境。在丸粒的內(nèi)部,碳原子可以隨機(jī)地在鐵原子之間的空隙中分布,可以完全自由地在空隙之間移動(dòng)。要得到預(yù)期的組織,最關(guān)鍵的就是要選取合適的碳含量和合適的溫度。圖3顯示了溫度、碳含量和組織之間的關(guān)系。
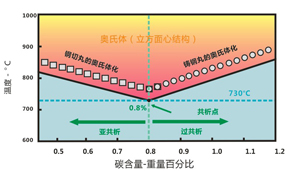
圖3 鑄鋼丸奧氏體化的圖示
對于0.8%碳含量的碳鋼,組織奧氏體化的最低溫度約為730℃。這就是所謂的低共熔點(diǎn)。碳鋼碳含量低于或高于0.8%的奧氏體化溫度都要高于730℃。低碳含量鋼稱為亞共析,高碳含量鋼稱為過共析。次要金屬元素含量的變化對奧氏體化的關(guān)鍵數(shù)據(jù)730℃和0.8%碳含量的影響很小。如圖3所示,碳鋼切丸的奧氏體化溫度從780℃到870℃不等,具體溫度取決于碳含量。鑄鋼丸的奧氏體化溫度從780℃到900℃不等,同樣地,具體溫度也取決于碳含量。奧氏體化的溫度不應(yīng)過多地超過溫度下限,因?yàn)榭梢员苊鈯W氏體晶粒的粗化(這可以導(dǎo)致最終的性能下降)。
奧氏體化在碳鋼丸的制造過程中是一個(gè)重要環(huán)節(jié)。鑄鋼丸只需一次奧氏體化。在淬火硬化和隨后的回火前,淬火狀態(tài)的丸料通常需要奧氏體化。用于制造鋼切丸的鋼絲則需要幾次奧氏體化。鋼水可以持續(xù)地澆注成橫截面積大約為10000mm2的圓形棒材。然后棒材以熱軋的方式進(jìn)行多重縮減,直到其橫截面積為100mm2左右。這也意味著棒材的伸長率達(dá)到了10000%,要達(dá)到這么高的伸長率就需要在每次熱軋后進(jìn)行奧氏體自退火。熱軋后的棒材隨后通過冷拔的工藝達(dá)到所需的直徑。經(jīng)過多次冷拔后,橫截面積為100mm2的棒材可以拉長至橫截面積為1 mm2,在這個(gè)過程中棒材的伸長率又為10000%,而且又經(jīng)過了奧氏體化的過程。在冷拔的過程中必須進(jìn)行幾次奧氏體化的目的就是要保持棒材的延展性。
通過上述的論述可知,接近于共析溫度下的碳鋼更適合轉(zhuǎn)化為丸料。為了奧氏體化,在碳鋼的重復(fù)加熱過程中需要較低的溫度。加熱達(dá)到的較低溫度比較高溫度更快且成本更低。另外一個(gè)好處就是在較低奧氏體化的溫度下,丸料表面的氧化程度可以降低,因此氧化層的厚度可以控制在最小化。
碳鋼丸的低溫組織
在高溫下鐵和碳原子合適的結(jié)合就成為了奧氏體。在低溫下,碳原子被迫冷卻,隨后形成的組織形式取決于從奧氏體狀態(tài)下冷卻的速率。
緩慢地冷卻
如果奧氏體冷卻的速度相對緩慢,那么就留給碳原子足夠的時(shí)間進(jìn)行遷移,極端的例子就是完全分離出去。然后大多數(shù)的鐵原子就自己形成了鐵素體,即純鐵的體心立方結(jié)構(gòu)。剩余的鐵原子就和碳原子形成了高度受約束的結(jié)構(gòu),即每一個(gè)碳原子結(jié)合三個(gè)鐵原子。這種三比一的比率形成了化學(xué)表達(dá)式Fe3C,一種類似陶瓷的脆性物體即所謂的滲碳體。滲碳體層和鐵素體層的交替混合就形成了珠光體的結(jié)構(gòu),如圖4所示。珠光體是由較軟易延展的鐵素體和較硬易脆的滲碳體混合而成。作為一種結(jié)合體,這種結(jié)構(gòu)具有充分的延展性可以支持鋼絲制作過程中的大量冷作加工。
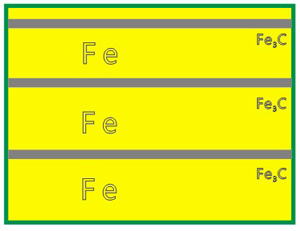
圖4 珠光體的圖示
緩慢冷卻的碳鋼的微觀組織取決于碳的含量,圖5表示了它們之間的關(guān)系。對于亞共析鋼和鋼切丸,緩慢冷卻的組織由具有較軟鐵素體的珠光體組成,其中鐵素體的含量隨著碳含量的減少而增加。對于過共析鋼和鑄鋼丸,緩慢冷卻的組織由具有脆性初生滲碳體的珠光體組成,其中脆性初生滲碳體的含量隨著碳含量的增加而增加。幸運(yùn)的是,鑄鋼丸在其制造的任何環(huán)節(jié)都不需要緩慢冷卻。
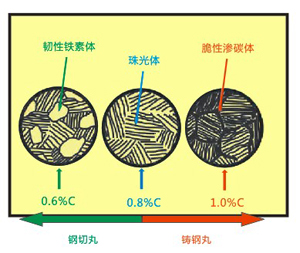
圖5 緩慢冷卻的碳鋼組織的圖示
快速地冷卻
如果奧氏體的冷卻速度很快,那么對于碳原子來說就沒有足夠的時(shí)間在晶格之中遷移,就無法形成珠光體或滲碳體。
在遠(yuǎn)低于730℃臨界溫度(如圖3所示)下進(jìn)行淬火后組織結(jié)構(gòu)會(huì)發(fā)生非常大的變化。在室溫下,奧氏體碳鋼內(nèi)部擁有非常大的能量,可以“爆炸”成馬氏體。針狀的馬氏體會(huì)在每個(gè)奧氏體晶粒中的任何二十四個(gè)方向中任意一個(gè)方向以聲音的速度成核,然后繁殖。隨著針狀馬氏體互相擠壓以及咬合,巨大的微觀應(yīng)力就會(huì)形成。受限制的馬氏體組織難以變形,因此就形成了高硬度。相應(yīng)的脆性可以通過回火的工序減小。在幾百攝氏度的溫度下,非常有限的碳原子可以遷移至更為舒適的位置,相應(yīng)的微觀應(yīng)力也會(huì)得到減小。最終得到的組織就稱為回火馬氏體。回火增加了材料的韌性和可變形性。
馬氏體的晶體結(jié)構(gòu)和鐵素體的體心立方結(jié)構(gòu)幾乎相同。立方結(jié)構(gòu)的三個(gè)邊緣的長度相同。在淬火狀態(tài)的奧氏體中,碳原子只能朝三個(gè)邊緣中的一個(gè)做“搖擺”的運(yùn)動(dòng),如圖6所示,同時(shí),面心立方的奧氏體轉(zhuǎn)變成了由鐵原子構(gòu)成的體心立方的結(jié)構(gòu)。碳原子比鐵原子要小,但是它們?nèi)匀灰蛛x出去以找到比較合適的空間。這種晶體結(jié)構(gòu)稱之為體心四方結(jié)構(gòu)。因?yàn)樘荚觾H在三個(gè)方向中的一個(gè)方向把鐵原子推離出去,因此其中的一個(gè)邊c相較于另外兩個(gè)邊a變大。
在四方結(jié)構(gòu)中,c和a的比率會(huì)隨著碳含量的增加而增加,如圖7所示。當(dāng)材料的四方形增加時(shí),那么硬度也相應(yīng)地增加。
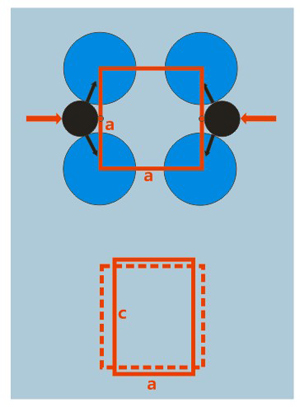
圖6 鋼鐵中扭曲排列的碳原子
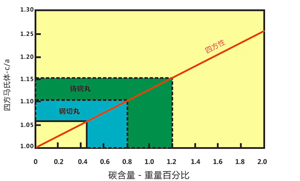
圖7 馬氏體的四方性隨著碳含量的增加而增加
快速冷卻至回火溫度
把淬火奧氏體狀態(tài)的碳鋼經(jīng)過熔鉛或熔鹽處理后會(huì)生成一種介于馬氏體和珠光體之間的組織,即所謂的貝氏體。大量的碳原子遷移之后,滲碳體的微小顆粒會(huì)在鐵素體的矩陣中形成。在切段之前,把淬火狀態(tài)的奧氏體鋼絲進(jìn)行熔鉛工藝已經(jīng)成為了鋼切丸制造的最主要的工序。圖8說明了傳統(tǒng)的“冷淬火”和“熱淬火”之間的差異。
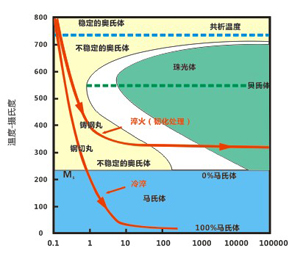
圖8 通過冷淬或淬火的方法進(jìn)行奧氏體轉(zhuǎn)變
冷作加工
碳鋼的冷作加工可以增加其硬度,當(dāng)同時(shí)也降低了其延展性。當(dāng)冷作軟化導(dǎo)致硬度開始下降之前,硬度達(dá)到了最大值。在使用之前,鑄鋼丸沒有冷作加工。然而,鋼切丸在拉拔和鈍化的制作過程中已經(jīng)受到了相當(dāng)多的冷作加工作用。在鋼絲拉拔的間隙需要對鋼絲進(jìn)行處理以保持其延展性。在把鋼絲切成圓柱體的過程中在其剪切的表面會(huì)存在大量的塑性變形。這會(huì)導(dǎo)致局部的冷作硬化以及相變。
在一些規(guī)范中會(huì)要求丸料有兩個(gè)硬度等級(jí)。高硬度的鋼切丸可以通過控制碳含量、冷作硬化和熱處理的方式得到。而鑄鋼丸的硬度可以通過控制碳含量和回火溫度的方式得到。
丸料形狀
當(dāng)把鋼水噴成霧狀時(shí),可以得到一種近似球形的形狀。球形具有最小的面積和體積的比率。因此,如果液滴是球形的時(shí)候,那么球形液滴的表面能是最小的。
把鋼絲切段后的圓柱體變成球體的過程要更為復(fù)雜。鈍化就是把圓柱體的顆粒轉(zhuǎn)變?yōu)榻魄蝮w。在把鋼絲切段后的顆粒噴向堅(jiān)硬物體時(shí),塑性變形和侵蝕的聯(lián)合作用會(huì)導(dǎo)致其形狀發(fā)生變化。
規(guī)范SAE J441要求制造鋼切丸的鋼絲的直徑要和鋼切丸的尺寸一致。例如,制造型號(hào)為SCW/CW-41鋼切丸的鋼絲直徑應(yīng)該為0.041英寸。0.041英寸相當(dāng)于1.0mm。如果一個(gè)1mm直徑和1mm長的圓柱體只通過塑性變形的方式轉(zhuǎn)變?yōu)榍蝮w,那么球體的直徑為1.144mm。這個(gè)形狀轉(zhuǎn)變的過程如圖9所示。
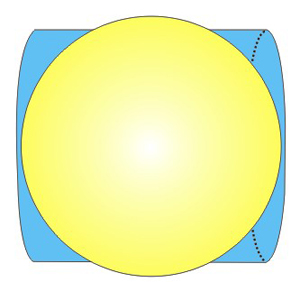
圖9 從圓柱體到球形的形狀變化
在實(shí)際情況中,鋼切丸的鈍化主要受到塑性變形的作用,但同時(shí)也會(huì)受到輕微的腐蝕作用。隨著鈍化程度的增加,以上兩種作用都會(huì)隨著鈍化的過程而增加。目前可以把鈍化后的等級(jí)分為鈍化的、雙倍鈍化的和球形鈍化的三個(gè)等級(jí)。隨著鋼切丸的形狀接近于球形,形狀變化帶來的塑性變形和侵蝕的作用會(huì)越來越大。兩種作用的占比將在一定程度上受到鋼切丸的冶金性能的影響。侵蝕的作用可以在鈍化的每個(gè)階段對同樣數(shù)量的鋼丸顆粒稱重得到。從經(jīng)驗(yàn)上來講,對于鈍化的鋼切丸其質(zhì)量損失約為1~2%,對于雙倍鈍化的鋼切丸為2~3%,對于球形鈍化的鋼切丸為3~5%。
鑄鋼丸和鋼切丸的尺寸分布
在理想情況下,鋼絲可以切成相同的圓柱體,每個(gè)圓柱體經(jīng)過相同的鈍化后得到的尺寸也是相同的。但在實(shí)際情況下,對于一批鋼切丸,其尺寸會(huì)存在一個(gè)正態(tài)分布。然而鋼切丸的正態(tài)分布通常較小,因此絕大多數(shù)的鋼切丸都具有相似的尺寸。鑄鋼丸尺寸的變化性在上一期的文章中已經(jīng)介紹了。一批鑄鋼丸的尺寸分布和正態(tài)分布相似。但是隨后的篩分工序會(huì)把鑄鋼丸分為不同的尺寸等級(jí)。在一種給定型號(hào)的鑄鋼丸中,其尺寸分布近似于線型。
新丸料
和鑄鋼丸的尺寸變化性較大相比,鋼切丸的尺寸相對一致,這也是通常所說的鋼切丸的一大優(yōu)勢。圖10采用圖示的方式說明了新的鋼切丸和新的鑄鋼丸之間尺寸分布的差異。
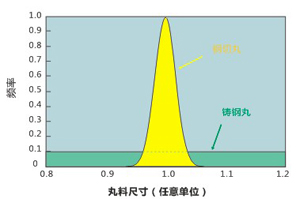
圖10 鑄鋼丸和鋼切丸尺寸分布的差異
如圖10所示,鑄鋼丸是均勻線性的尺寸分布。但在實(shí)際情況下,會(huì)存在一些正的或負(fù)的斜率的曲線。
使用后的丸料
一旦丸料打擊零件后,其質(zhì)量一定會(huì)有所降低。因此尺寸分布也會(huì)發(fā)生變化。在實(shí)際生產(chǎn)過程中,通常會(huì)定期地往設(shè)備里面補(bǔ)充新的丸料以補(bǔ)償丸料磨損和破損帶來的質(zhì)量損失。這種補(bǔ)充會(huì)改變丸料的尺寸分布。
舉一個(gè)簡單的模型為例,一批丸料由于磨損的原因損失了10%的尺寸,之后加入10%的新丸料。我們現(xiàn)在就得到了一個(gè)雙峰的丸料尺寸分布圖形,如圖11所示。這是使用后的丸料尺寸的正態(tài)分布(平均尺寸為0.9)和新丸料的正態(tài)分布(平均尺寸為1.0)的疊加。
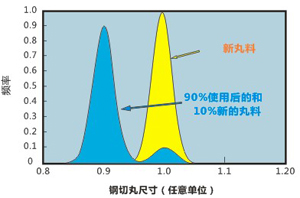
圖11 新的鋼切丸和新舊混合的鋼切丸的尺寸分布
如果持續(xù)地添加新的鋼切丸將會(huì)產(chǎn)生分布更廣的、多峰的尺寸分布。如果其它的噴丸參數(shù)沒有發(fā)生變化,那么這種復(fù)合的鋼切丸將會(huì)逐漸地產(chǎn)生更高的覆蓋率和更低的噴丸強(qiáng)度。
對于一批設(shè)備中的鑄鋼丸來說,磨損和破碎將會(huì)帶來相應(yīng)的尺寸分布的變化。這種變化可以使用下面的非常簡化的模型來說明。假設(shè)(a)一批鑄鋼丸具有一致的、線性的尺寸分布范圍為最小尺寸0.8和最大尺寸1.2(任意單位),(b)有10%的尺寸損失并加入10%的新丸料予以補(bǔ)充。補(bǔ)充后丸料的尺寸分布會(huì)發(fā)生變化。尺寸較大的丸料部分(1.16~2.0)磨損了10%,所以這部分的概率仍為零。已經(jīng)磨損的丸料部分會(huì)取代接下來的最大部分,反過來也會(huì)替代較小尺寸的部分。圖12給出了在尺寸為1.16和0.8之間的均勻線性分布的丸料磨損后最終結(jié)果。原始尺寸在0.8以上的丸料假設(shè)磨損后低于0.8,可以通過篩分的方法分離出去。
對于如圖12所示的理論模型,新的鑄鋼丸的平均尺寸為1.0,10%磨損后(新鋼丸添加前)降為0.98。僅僅只有2%的降低,這對于噴丸的覆蓋率和噴丸強(qiáng)度的影響很小。添加10%新丸料后的尺寸分布如圖13所示。可以發(fā)現(xiàn)尺寸分布不在均勻。添加新丸料后的混合丸料的平均尺寸為0.982,所以覆蓋率和噴丸強(qiáng)度受到的影響也很小。如果丸料持續(xù)地磨損和添加,那么丸料的平均尺寸會(huì)越來越小,那么對于噴丸效果的影響也會(huì)越來越大。一種降低這種尺寸減小效應(yīng)的方法就是所補(bǔ)充的新丸料的平均尺寸要等于丸料中較大部分的丸料尺寸(例如1.18)。
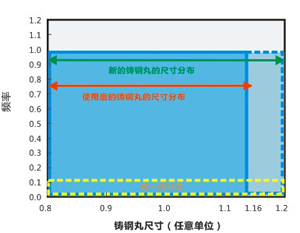
圖12 鑄鋼丸磨損后的尺寸理想變化
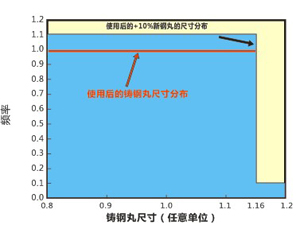
圖13 在使用后的均勻尺寸的丸料中添加10%新丸料后的尺寸分布
討論
作為一種固體的噴丸介質(zhì),碳鋼丸噴丸的效果還是相當(dāng)明顯的。通過控制化學(xué)成分、熱處理和制造技術(shù)可以得到所需要的硬度、韌性、延展性、近球體形狀和低的成本。采用兩種根本不相同的技術(shù)得到的丸料-鑄鋼丸和鋼切丸卻可以達(dá)到同樣的噴丸強(qiáng)化效果,這一點(diǎn)的確令人感到吃驚。
鑄鋼丸和鈍化后的鋼切丸在幾乎每一方面都有不同,即在碳含量、形狀、尺寸分布和冶金組織等方面。如果鋼絲切段后的圓柱體要磨成球體,那么鋼絲需要具有較好的延展性。這就需要使用亞共析的成分。鑄造的顯微結(jié)構(gòu)相比于鍛造較弱,因此鑄鋼丸就需要過共析鋼來制備,因?yàn)檫^共析鋼相比于亞共析鋼更為堅(jiān)硬。
本文在論述丸料尺寸方面的模型都非常的簡單,因此需要大家格外的注意。然而,這些模型能夠突出丸料磨損后尺寸的變化對覆蓋率和噴丸強(qiáng)度變化的影響。




